
Edited by Barton Lin, Chief Engineer at Technical Support Team, Moldex3D
![]()
- Customer: Sunonwealth Electric Machine Industry
- Region: Taiwan
- Industry: Consumer Products
- Solution: Moldex3D Advanced Package, Flow, Pack, Cool, Warp, Designer, BLM, Fiber, Advanced Hot Runner
- View PDF Version
Sunonwealth established the brand of SUNON in 1980. They devote time and effort on the research and development of core motor technology, among the numerous patented products, their micro-motor fans are ranked third in the world. SUNON has become the best thermal solution provider for clients across various industries, such as IT, automotive and optical electronics, and network communication (Source)
Summary
Sunonwealth Electric Machine utilized the Moldex3D Advanced Hot Runner module to study the temperature variation in the hot runner and understand the detailed factors that affect molding efficiency. Moreover, they improved and optimized the hot runner.
The existing standard hot runner showed insufficient temperatures and the cold plastic caused flow turbulence, which affected injection and resulted in instability. They then modified the runner size for the low-temperature issue and changed the design of the coils to improve the cold material situation in the hot runner and enhance the stability and efficiency of product production.
Challenges
- Excessive pressure loss in the system
- Improve production efficiency
Solutions
In the beginning stage of filling of the original design, the plastic in the hot runner tended to have a low temperature. When a plastic with a lower temperature passes through the flow gate, it affects injection and can even cause a blockage. With the optimized design, the runner size and design of the coils were changed, causing the injection stability to be heightened and the loss in pressure to be lowered through practical verification, which proved that the modified design could effectively improve the temperature drop in the hot runner and enhance stability, improving the overall molding efficiency.
Benefits
- Improved the issue of excessive pressure loss in the system
- Found the location of the cold area and conducted optimization in accordance with the design change
- Reduced the actual processing and testing costs
- Achieved the optimal results with a minimal design change
- Enhanced injection stability
Case Study
In this study, Sunonwealth found that the injection pressure was too high and unstable, resulting in a large change in the injection pressure each time. Thus, Sunonwealth conducted the Moldex3D Advanced Hot Runner Analysis based on the data provided by the manufacturer, trying to find the hot runner problems through analysis and further optimize it.
Through analysis of the melt front temperature, it was found that the temperature of the hot runner system was relatively low in some areas, and the temperature field was abnormal (time: EOF). As shown in Fig. 1, inside the hot runner, the arrow marks the positions, showing the trend of the melt front temperature being too low (Fig. 1a), while the outside of the hot runner also showed the same trend (Fig. 1b).
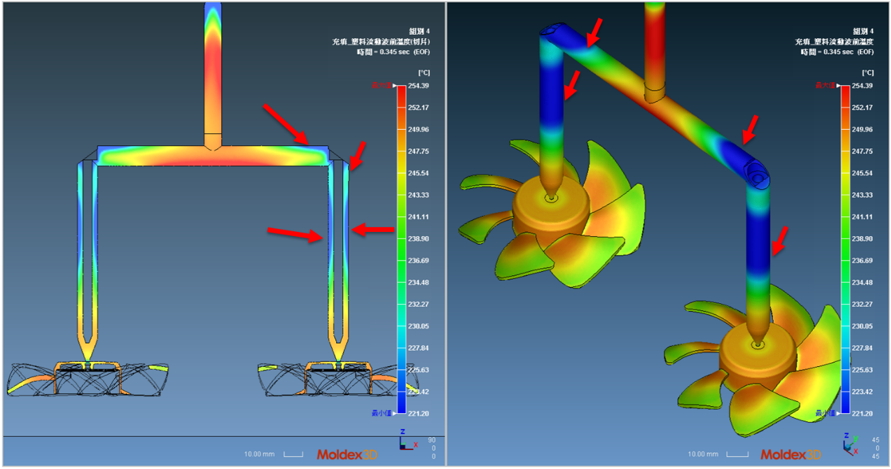
Fig. 1 The analysis of the melt front temperature: (a) inside of the hot runner; (b) outside of the hot runner (time= EOF)
After discovering the phenomenon and location of the local low temperature in the hot runner, to further understand the cause, Sunonwealth analyzed the temperature changes at each stage of filling, and the results are shown in Fig. 2. It was found that the plastic temperature was extremely low at the position indicated by the arrow inside the hot runner at the beginning of filling (0.078 seconds). At 0.156 seconds, due to the high-speed injection shearing heat, the cold slug was reduced, and there was almost no tendency for low material temperature when it filled to VP.
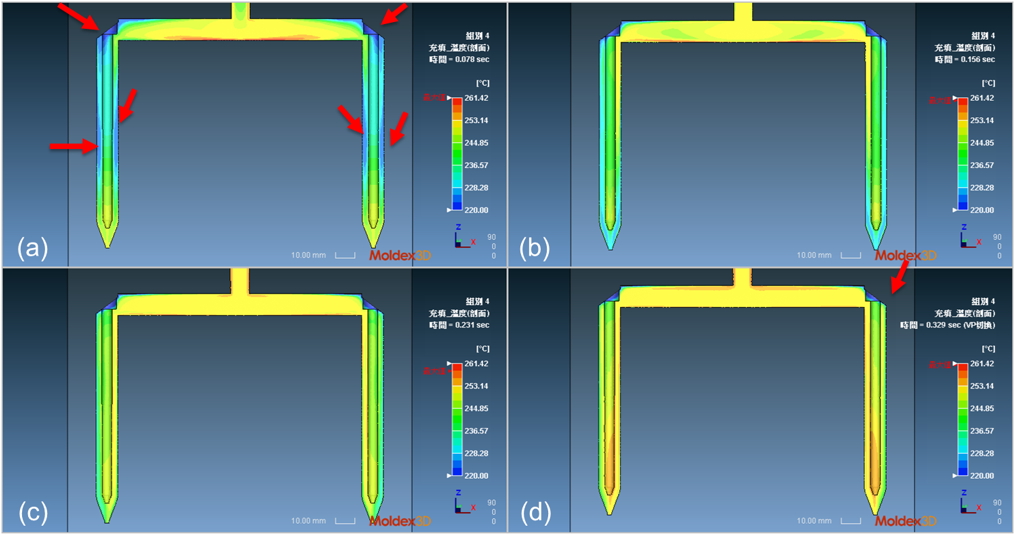
Fig. 2 The analysis of the melt front temperature at each time point: (a) 0.078 sec; (b) 0.156 sec; (c) 0.231 sec; (d) 0.329 sec (VP)
The team further observed the changes in the melt front temperature at each stage, and the results are shown in Fig. 3. At EOF, the cold slug only appeared at the corners, and when it came to EOC, the cold slug started to appear in multiple areas. At mold opening, the temperature of the slug was even lower. The same situation could also be observed from the results of the hot runner section temperature (Fig. 4) These all lead to excessive and unstable injection pressure.
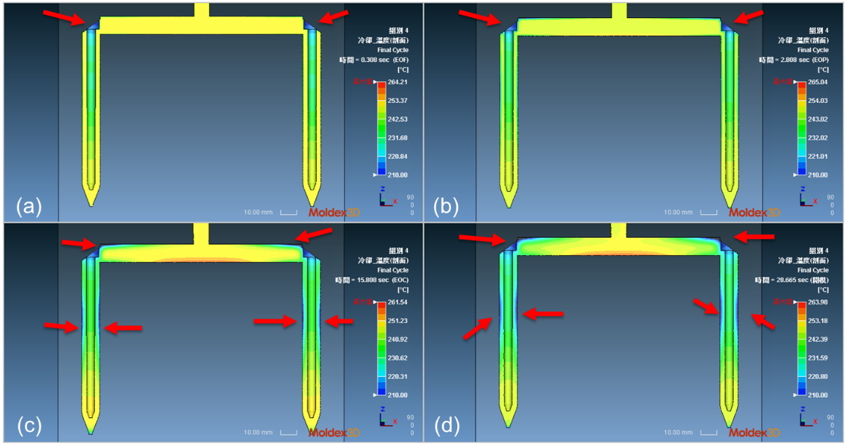
Fig. 3 The analysis of the melt front temperature at each time point: (a)EOF,(b) EOP,(c) EOC,(d) mold opening
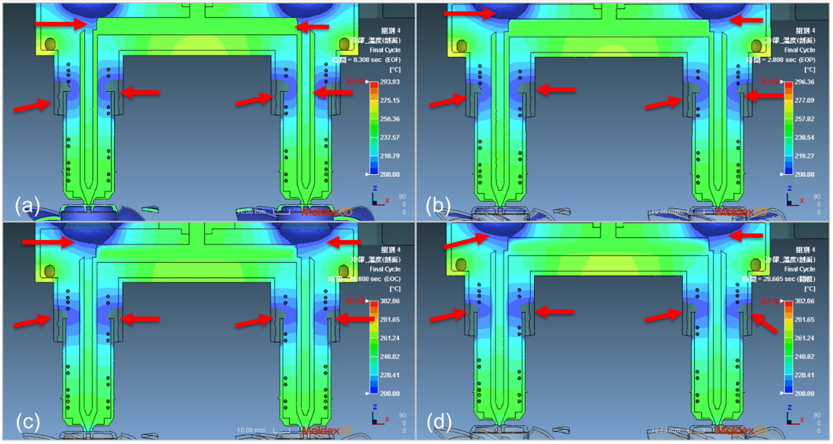
Fig. 4 The melt front temperature of the hot runner section at each time point: (a)EOF,(b) EOP,(c) EOC,(d) mold opening
According to the analysis results above, Sunonwealth optimized the hot runner plate, heating coil and runner angle (Fig. 5). The analysis result after the optimized design is shown in Fig. 6. There was no longer a tendency of low temperature inside the hot runner, while the outside of the hot runner also had the same result.
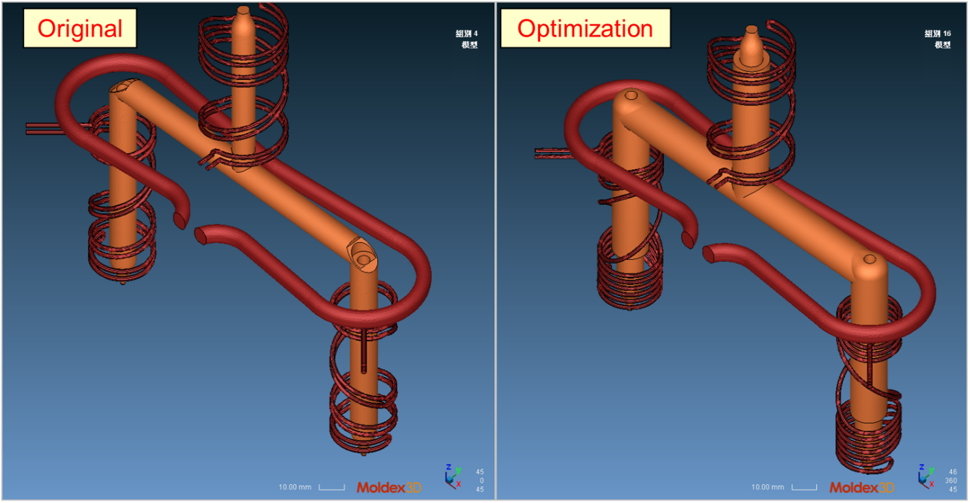
Fig.5 Comparison of the original and optimized designs of hot runner (open version)
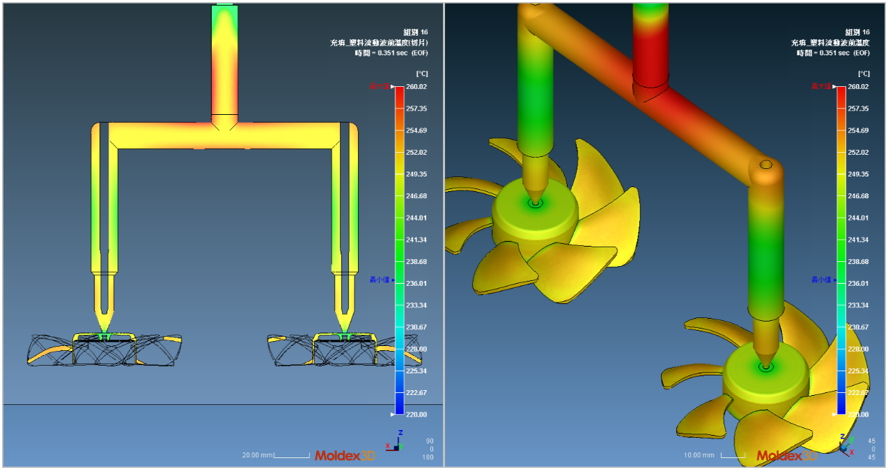
Fig. 6 The analysis of the melt front temperature after design optimizations: (a) inside of the hot runner; (b) outside of the hot runner (time= EOF)
The mold trial results are shown in Fig. 7 and Fig. 8. The results show that after the hot runner optimization, the unreasonably high pressure during product injection has been improved.
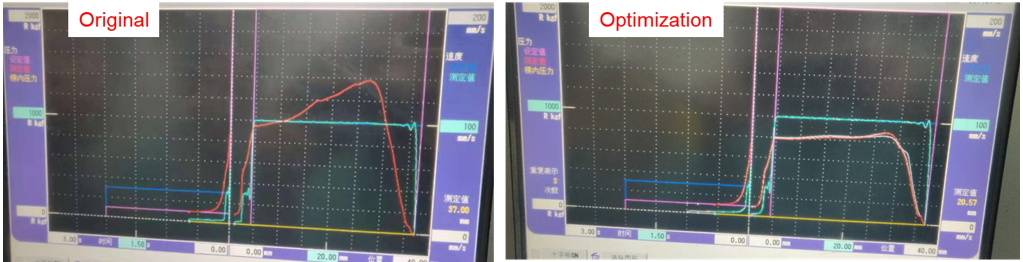
Fig. 7 On-site pressure response comparison (hot nozzles and the nozzle pressure lost)
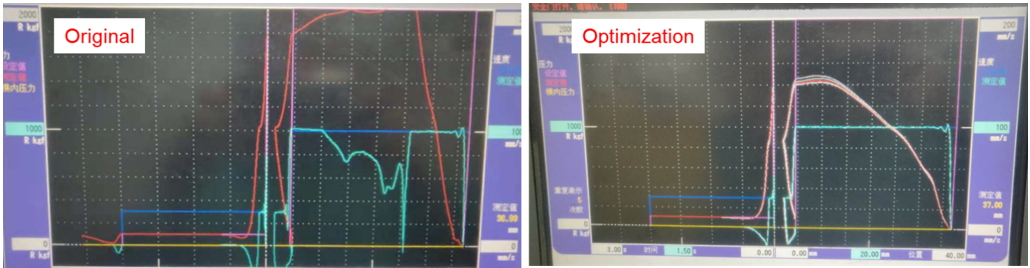
Fig. 8 On-site pressure response comparison (the injection)
Results
Sunonwealth found the positions of the cold slug through the Moldex3D Advanced Hot Runner module and found the cause of unstable injection and abnormal pressure. With the analysis of cold slug positions, they were able to optimize the designs, including the runner design and hot runner heating system design. The results showed that the optimized hot runner pressure dropped by 50% and showed a stable trend, which proved that improving the runner temperature distribution can effectively improve the forming benefits. The temperature analysis of Moldex3D is consistent with the actual internal situations. Using Moldex3D allows non-hot runner design manufacturers to attain the concept of hot runner designs, improving mold and product production capacity.