


- Customer: Slovak University of Technology–Faculty of Materials Science and Technology
- Country: Slovakia
- Industry: Educational/Academy
- Solution: Moldex3D Advanced; Flow, Pack, Cool, Warp, Gas-assisted Injection Molding (GAIM)
- View PDF Version
Executive Summary
In this case study, Moldex3D helped improve warpage with Moldex3D’s gas-assisted injection molding simulation capabilities. The part is a toggle of an automotive rear-view mirror. The part was produced with conventional injection molding process. Large deformation was found at the central hollow area of the cavity, together with some inner voids near the rib regions. To improve the part deformation, this usually requires a longer packing time. STU used Moldex3D to investigate the possibility of using GAIM process to improve part warpage. The simulation results proved that the GAIM design can greatly minimize warpage and shorten the cycle time.
Challenges
- Large deformation found in the central hollow area, which is critical to the assembly process (Fig. 1)
- Voids were found near the rib region (Fig. 2)
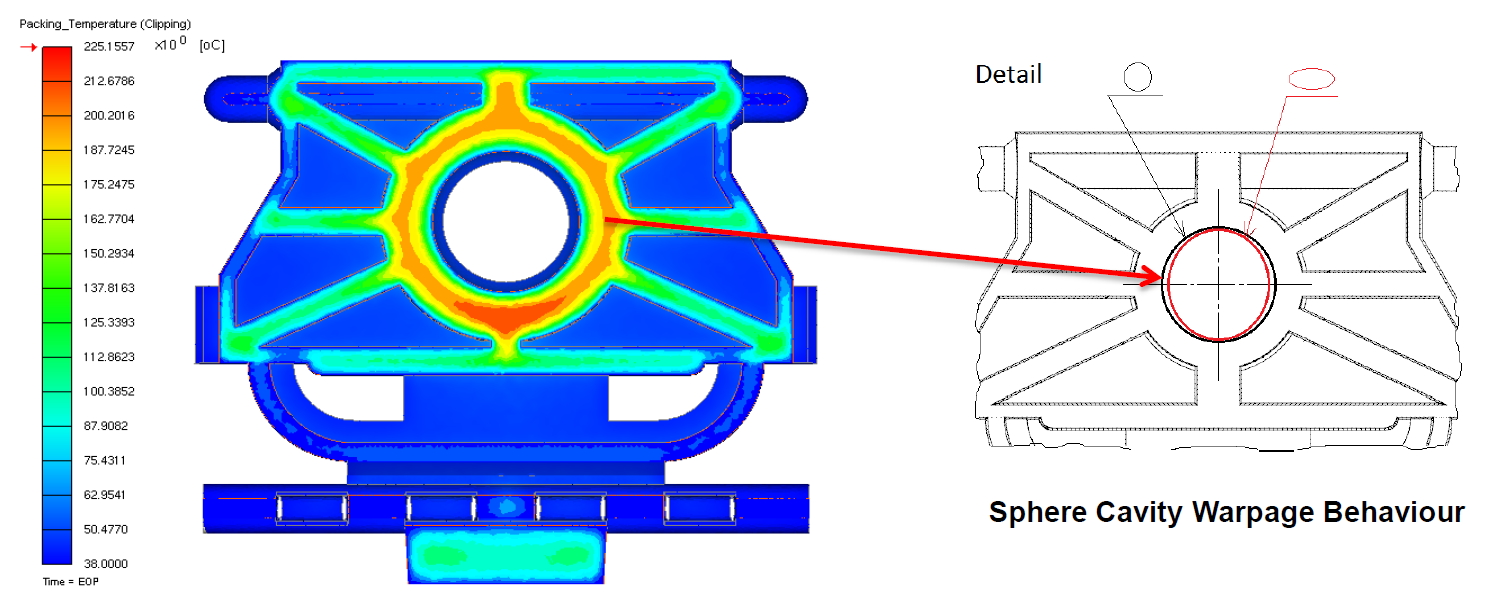
Fig.1 Warpage at the central hole area
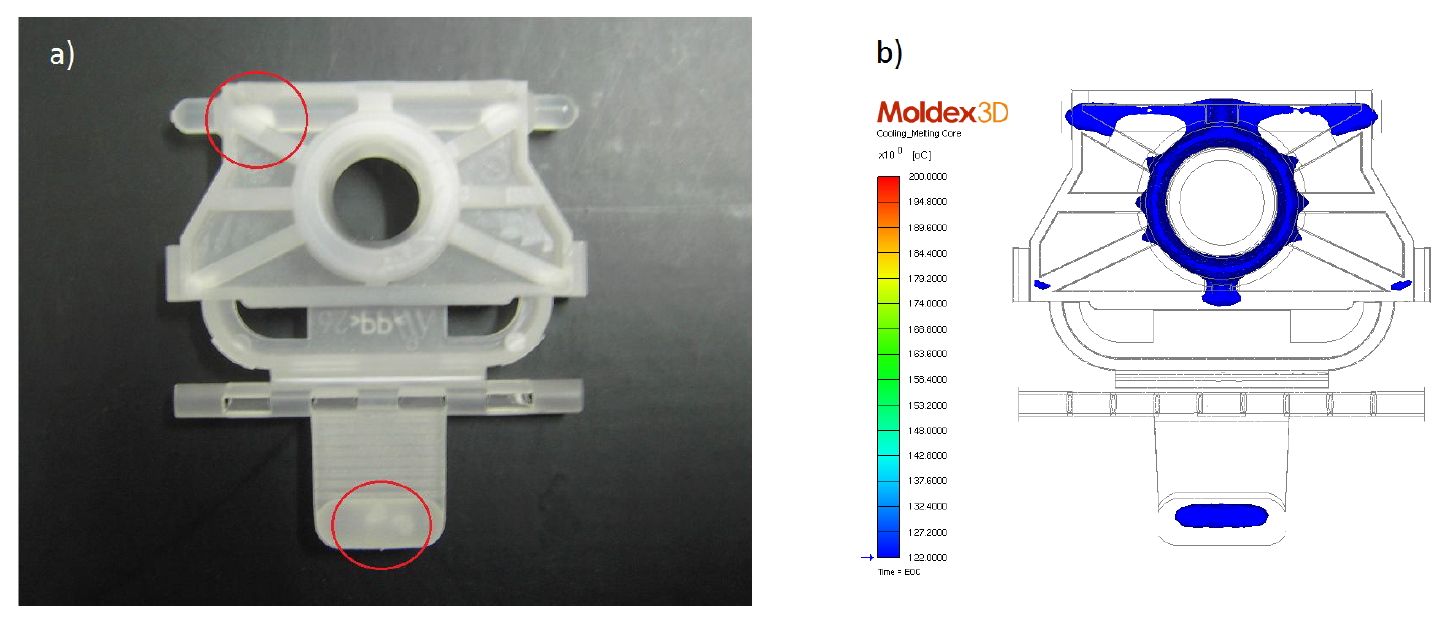
Fig.2 Inner Void location (a) vs. High Volume Shrinkage region (b)
Solutions
Both Moldex3D Injection Molding (IM) and Gas-assisted Injection Molding (GAIM) modules were used to compare and optimize the production process.
Benefits
- Identified the root cause of deformation and successfully reduced warpage
- Verified the effectiveness of GAIM application
- Improved cooling efficiency by nearly 40%
- Warpage was greatly reduced
- Overall cooling temperature was decreased, which led to lower shrinkage and fewer voids.
Case Study
The objective of this project was to reduce warpage and eliminate inner voids of the part. STU used Moldex3D IM module to simulate and find out the root cause of the defects. GAIM module was used next to predict whether the problem can be solved by applying this advanced molding process.
First STU ran a Moldex3D injection molding simulation on the original part design and the results matched the reality. The warpage trend was accurately predicted, and the inner void location matched the high shrinkage area predicted by Moldex3D. According to the simulation results, the heat accumulation in the thick rib region is the main cause of these defects.
In order to eliminate heat accumulation, STU added more cooling channels and baffles in hopes that cooling efficiency could be greatly improved. The result was not as satisfying as expected. Therefore, STU team increased the packing time to reduce shrinkage. However, it was found that only with an unreasonably long packing time could the defects be eliminated. Subsequently, STU applied GAIM and made several designs with different melt entrance and gas inlet locations. Thus, the cooling temperature could be significantly decreased if the rib was correctly cored-out (Fig. 3 and Fig. 4). The simulation results showed that warpage and volumetric shrinkage were reduced (Fig.5), while the cycle time was shortened. As a result, with the help of Moldex3D, STU team was able to make the comparison and obtain an optimal mold design and process conditions.
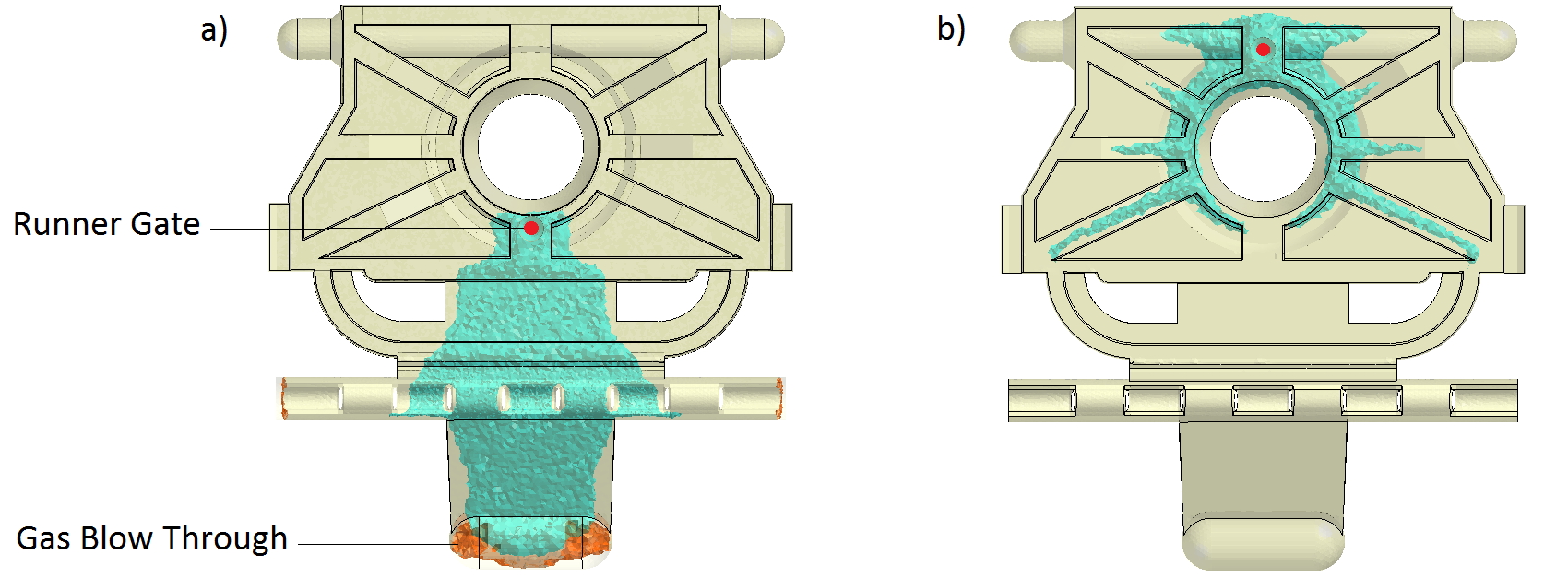
Fig.3 Relocation of the runner gate position in the gas-assisted injection molded toggle: (a) initial solution with the wrong gas channel forming; (b) final, “optimal” solution
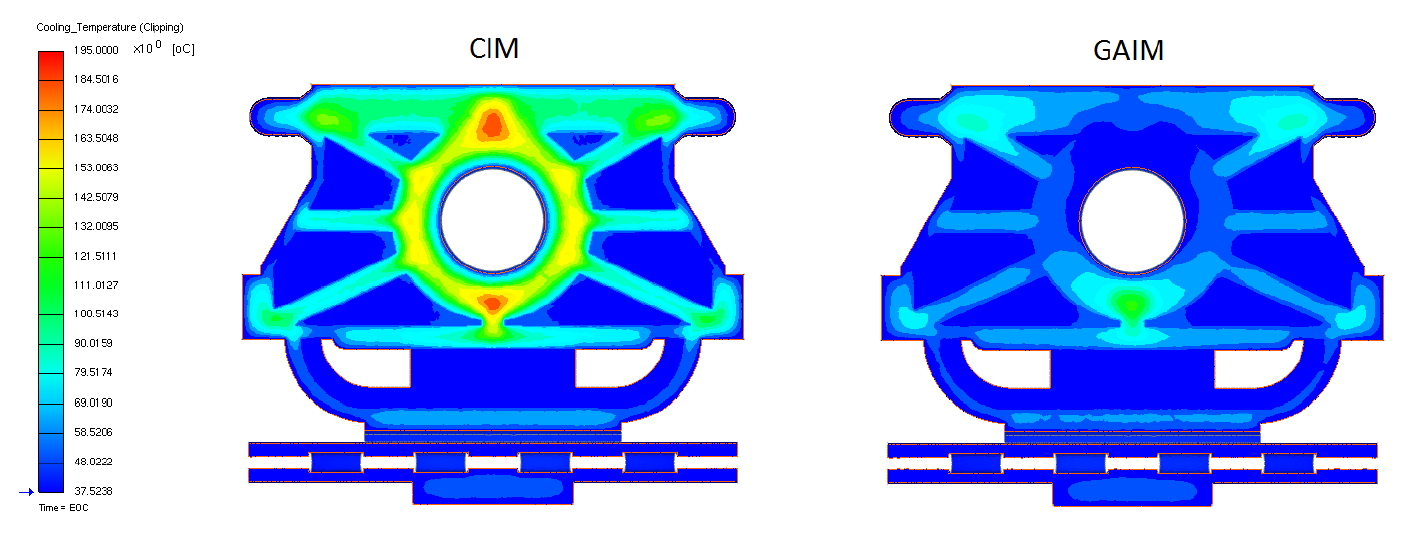
Fig.4 Cooling Temperature of conventional injection molding (CIM) vs. GAIM
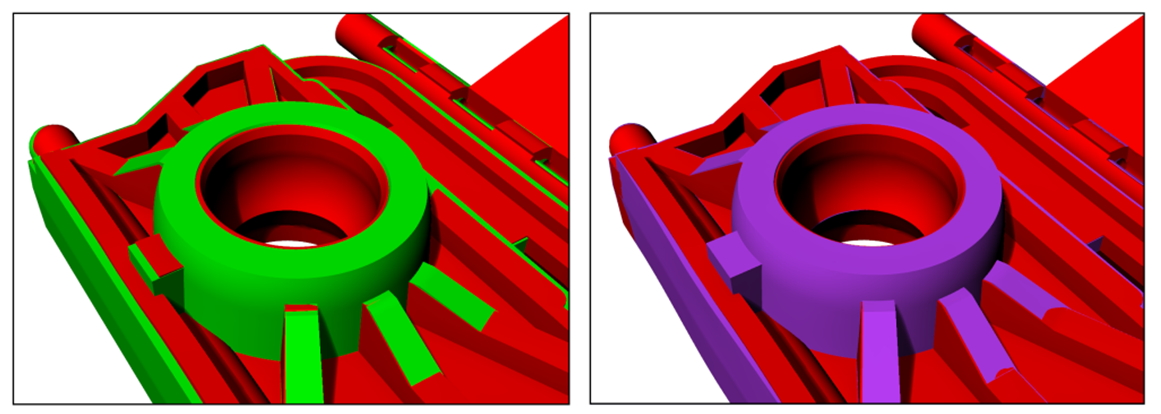
Fig. 5 The highest deformation was occurred in the case of original CIM and the highest geometrical accuracy was achieved in the case of GAIM. Green: Original CAD model; Red: Deformed model after CIM; Purple: Deformed model after GAIM
Results
With Moldex3D analysis, STU was able to accurately predict product defects and identify the root causes. Moldex3D can help STU team virtually test and optimize process conditions and part/mold designs, eliminating costly trial and error processes. Other advanced molding processes can also be simulated in order to make the comparison with conventional injection molding. In the end, STU successfully obtained an optimal GAIM design, saving time and cost on mold tryouts.