

- Customer: KOPLA
- Country: Korea
- Industry: Automotive
- Solution: Moldex3D Advanced Package; Flow, Pack, Cool, Warp, Fiber, FEA Interface, MCM
- View PDF Version
Executive Summary
Many molders use HTN (High-Temperature Nylon) in automotive thermostat housing. Nowadays they are facing the challenge of reducing cooling time because HTN material is injected under very high mold temperature and melt temperature.
KOPLA’s purpose of this analysis is to reduce the cooling time of thermostat housing and to help customers inject the part with optimized injection parameters and cooling lines. Moldex3D cooling analysis first pointed out that the required cooling time was overestimated in the original setting. Moldex3D also helped to validate the design revision on the core material and cooling line to further reduce the required cooling time, which is approved by the report of the customer.
Challenges
- To reduce the cooling time
- To help customer inject the part with optimized molding parameters and cooling lines
Solutions
Utilizing the machine mode analysis of Moldex3D for more realistic approach of the real case and running Moldex3D cooling analysis to estimate the actual required cooling time
Benefits
- Reduce the cooling time from 85sec to 28sec by running Moldex3D cooling analysis successfully
- Moldex3D machine mode interface can match the customer’s environment for realistic analysis results
- Understand the influences of parameter changes
Case Study
KOPLA had to reduce the cooling time (the original setting was 85 sec) during manufacturing of a thermostat housing component, but still ensure sufficient cooling to prevent part failure caused by high temperature. Moldex3D machine interface was utilized for cooling analysis and cooling line layout design to approach the actual molding process, validate the original setting and design revision, and obtain required cooling time (Fig. 1).
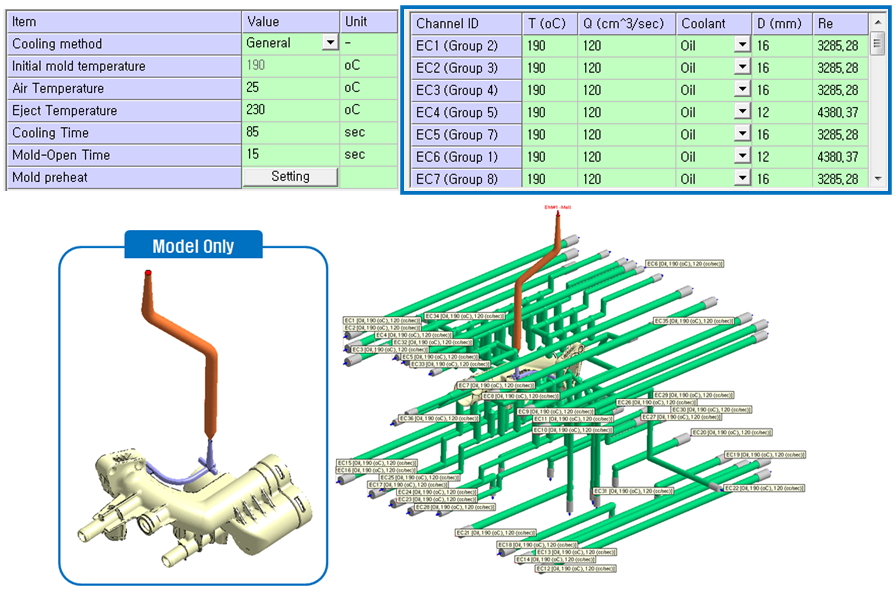
Fig. 1 The process conditions and cooling line design of the thermostat housing component in this case
Starting with validation using Moldex3D, it was found that the original 85 sec cooling time was too long for the part to cool down enough (80%) (Fig. 2). After changing the core (insert) material (Fig. 3) and extending the baffle length in the cooling system (Fig. 4), KOPLA found the required cooling time should be less according to Moldex3D’s analysis results (Fig. 5).
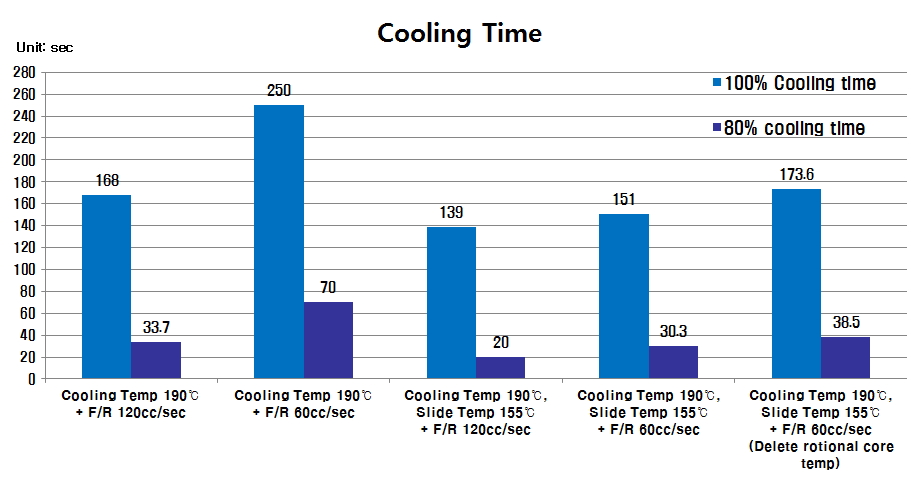
Fig. 2 The estimated cooling time with different cooling contitions
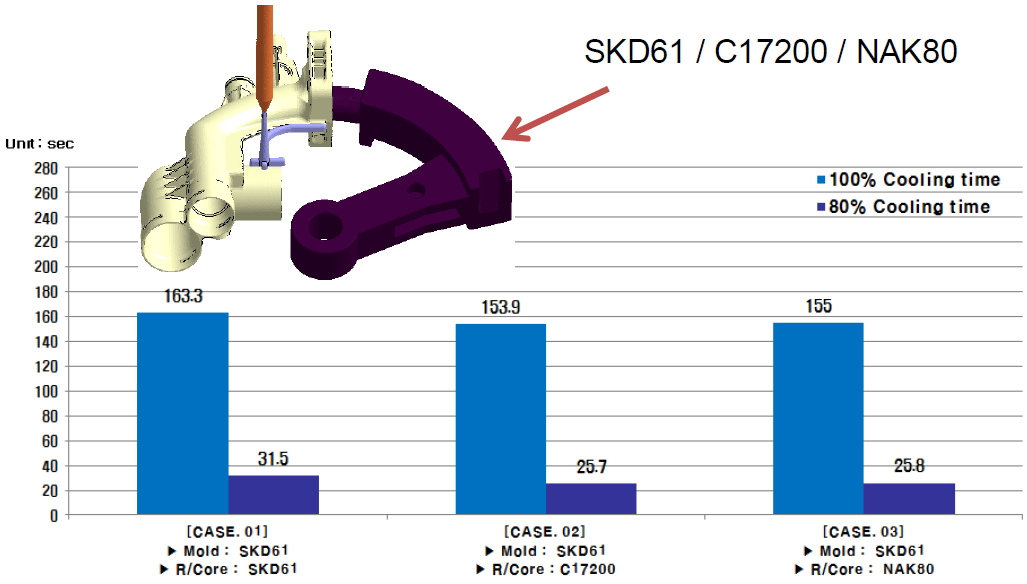
Fig. 3 The estimated cooling time with different core materials
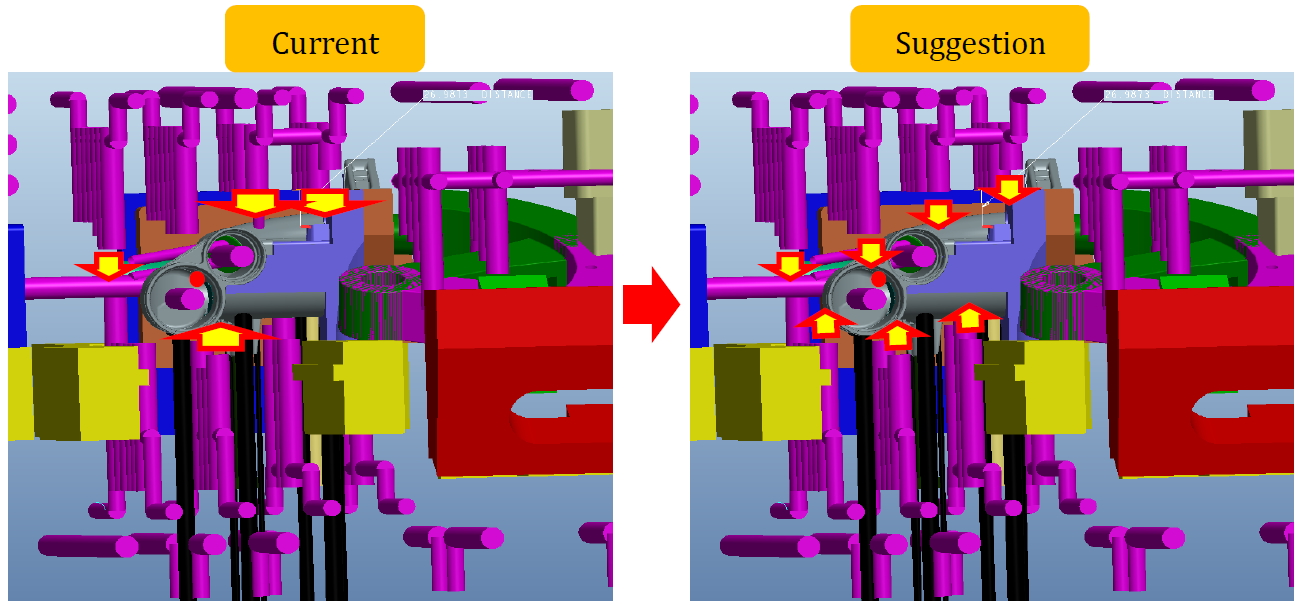
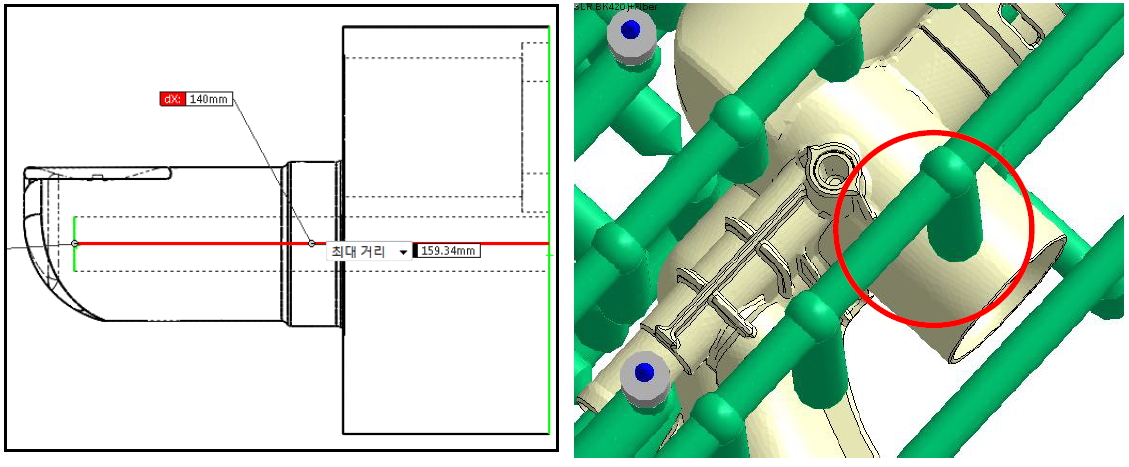
Fig. 4 The design revision of the baffles in cooling lines
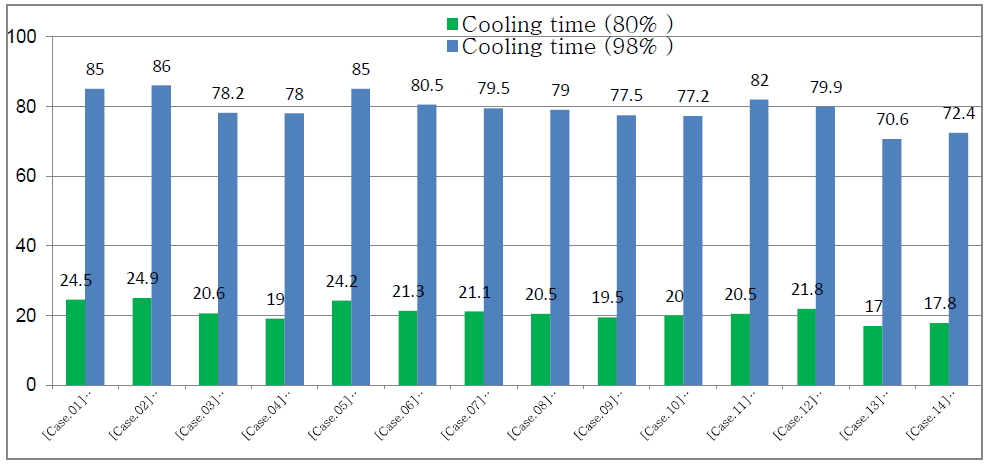
Fig. 5 The estimated cooling time with different combinations of design revisions
By using Moldex3D cooling analysis to verify the required cooling time for both the original design and modified design with different settings of cooling lines and core materials, KOPLA found that the cooling time could be reduced from originally 85 sec to nearly 28 sec. This greatly saved the expense during manufacturing.
Results
Besides decent cooling analysis, Moldex3D can provide nodal temperature source after cooling to other fluent analysis software. Moreover, the machine mode interface of Moldex3D can approach the real manufacturing cases. The KOPLA customer in this case was also very satisfied with the performance of Moldex3D and planned to include Moldex3D in their internal process such as cooling before mold tooling.