

Edited by Jasmine Ho, Engineer at Technical Support Team, Moldex3D
![]()
- Customer: DIPTRONICS MANUFACTURING INC.
- Region: Taiwan
- Industry: Electronics
- Solution: Moldex3D Professional Package; Flow, Pack, Cool, Warp, Designer BLM
Diptronics Manufacturing Inc. is a manufacturer specializing in DIP, Tact, Rotary, Slide, Detector, Multi-functional, Micro and Illuminated switch manufacturing. (Source)
Summary
The T3C tact switch is one of the products with the highest output in Diptronics Manufacturing Inc. The main purpose of electronic switches is to turn on the circuit. This kind of product is easy to have air trap, weld line and lack of material in the manufacturing process, resulting in poor conduction of the product.
The team used Moldex3D to find out the solutions to balance the flow behavior of products, shorten the molding cycle, and improve appearance defects. Applying Moldex3D can effectively improve the product yield and reduce costs at the same time.
Challenges
- To reduce defects such as air trap, weld line and lack of material.
- To improve runner imbalance.
- To decrease cycle time.
Solutions
The team used Moldex3D to analyze and change the position of the runner to balance the flow behavior of the filling product and reduce the residual stress. Then, by changing the part design and mold design, they improved the air trap, weld line and lack of material issue. The application of Moldex3D has increased the yield to 39.68%, and the production cycle was also shortened by 16%.
Benefits
- Effectively control the position of the weld line.
- Flow balance.
- Reduce plastic melt in the runner to save material.
- Shorten the molding cycle.
- Increase the yield.
Case Study
In this study, the product is a T3C tact switch, with size 3mm * 2mm * 0.6mm. The mold is designed as an eight-cavity mold (Fig. 1), The average thickness of the inner cavity is 0.06 to 0.09mm, which made the processing technique more difficult than general manufacturing.
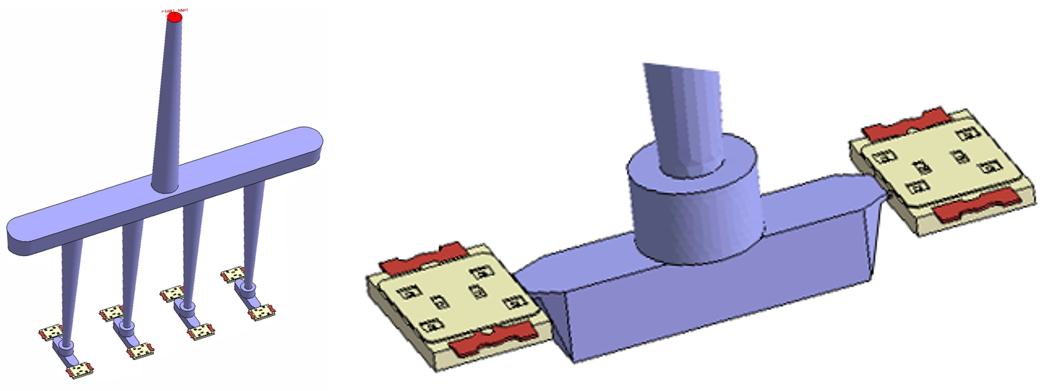
Fig. 1 The original design of the product
According to the Moldex3D simulation, there was indeed a phenomenon of flow imbalance where the inner fills faster than the outer part due to the fish-bone runner design (Fig. 2).
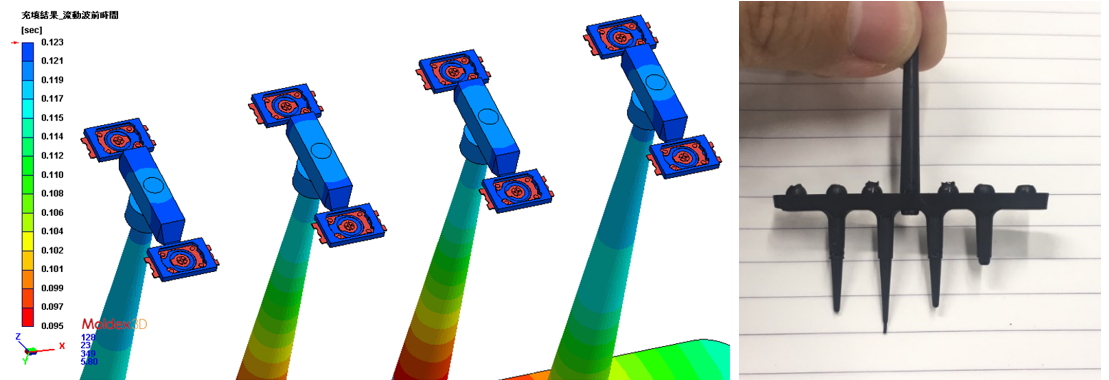
Fig. 2 The unbalanced filling at the sub-runner section
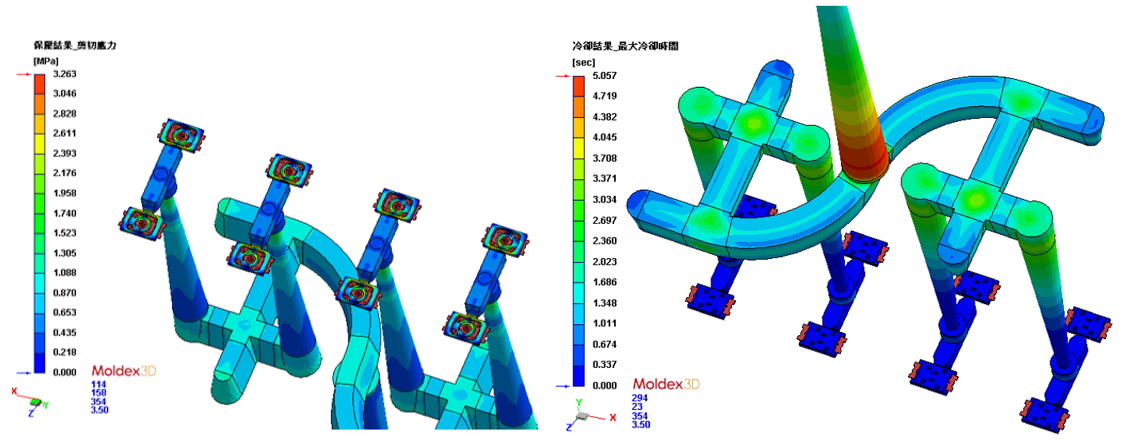
The max cooling time was also too long at the runner region which led to a longer molding cycle time by around 7 to 8 seconds (Fig. 3).
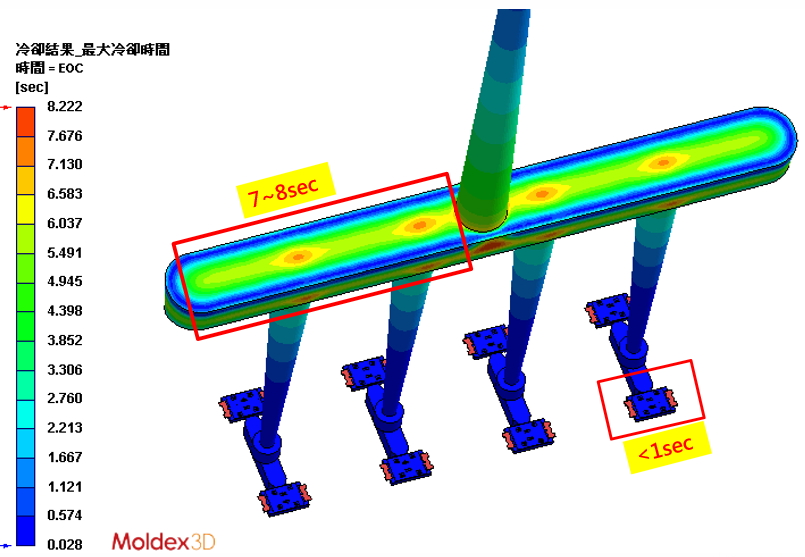
Fig. 3 High cooling time at end of cooling
Further observation showed that the weld line (the red line segment in Fig. 4) was concentrated at the recessed hole at the back of the product, along with the flux being easy to leak, resulted in poor product conduction.
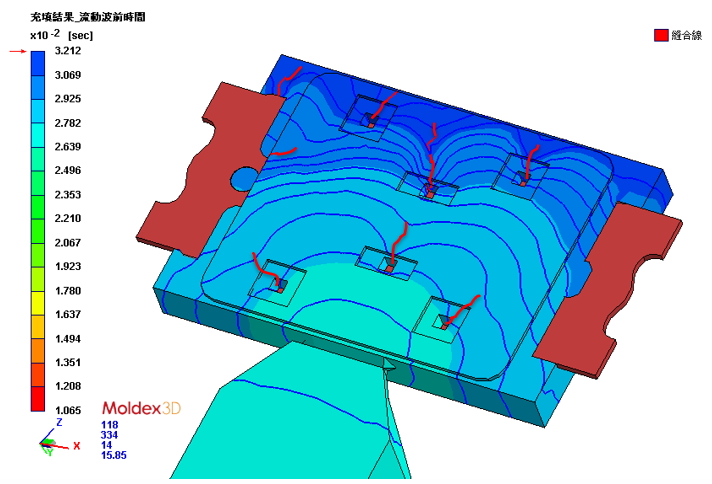
Fig. 4 Potential weld line location
In addition, the max shear stress (Fig. 5) was around 6 MPa, which is too high, causing the plastic to crack and excessive residual stress.
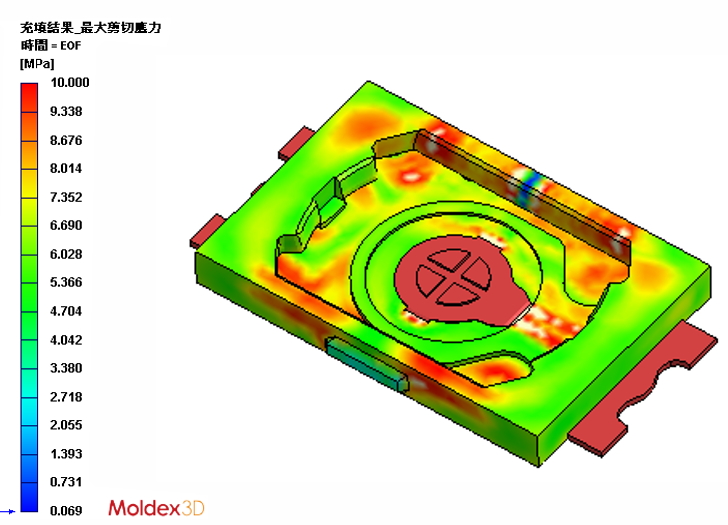
Fig. 5 High shear stress of the product
According to the simulation results and experimental verification, it is clearly shown that the runner design is the key to affect the flow balance. Through the analysis of Moldex3D and several actual verifications, the new runner design was chosen to replace the original solution. Diptronics decided to apply S-shape runner to achieve flow balance (shown in Fig.6).
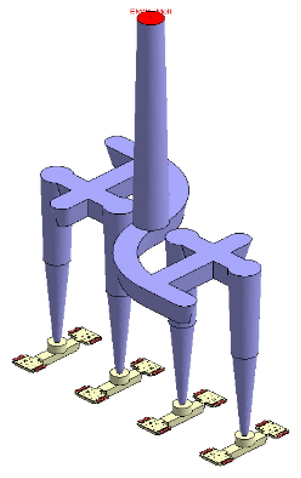
Fig. 6 New design with S-shape runner
Runner balancing in multi-cavity molds improves the chance that all cavities will fill and pack at the same time. Runner balancing is highly recommended for multi-cavity molds and bringing more cavities into the mold can benefit productivity.
In this step, the redesign of the runner system was evaluated in Moldex3D, and several issues were solved such as flow imbalance (Fig. 7), high shear stress and long cycle time.
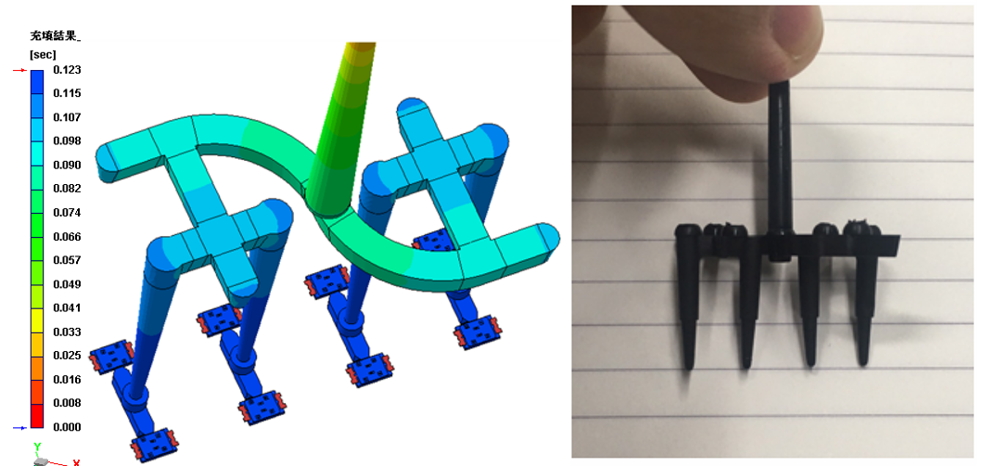
Fig. 7 The flow imbalance has been obviously improved.
The shear stress is reduced from 7MPa to 3MPa in the new S-shape runner layout (Fig. 8 a) while the max cooling time is reduced from 8sec to 5sec (Fig. 8b).
The shear stress is reduced from 7MPa to 3MPa in the new S-shape runner layout (Fig. 8 a) while the max cooling time is reduced from 8sec to 5sec (Fig. 8b).
Moreover, the S-shape runner system also saves 11% of materials reducing the costs of manufacturing (Fig.9).

Fig.9 Weight comparison of original design (left) and optimized design (right)
However, it could not help to solve the weld line and air trap issues by only changing the runner system; Furthermore, it would be necessary to remove the concave hole which was 0.03 to 0.05mm deep (Fig. 10a) and replace the ejector pin to four external ones (Fig. 10b) to eliminate weld line and air trap.
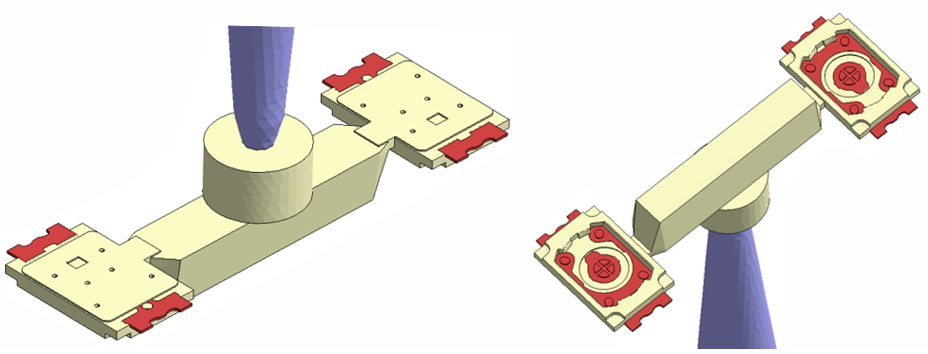
Fig. 10 Final optimal design (a) without concave hole (b) with four external ejector pins
As the results of the manufactured part showed (Fig. 11), the weld line has moved to the top shown in the red line cycle in the figure, which is better than the original design. The actual verification also matches the simulation results.
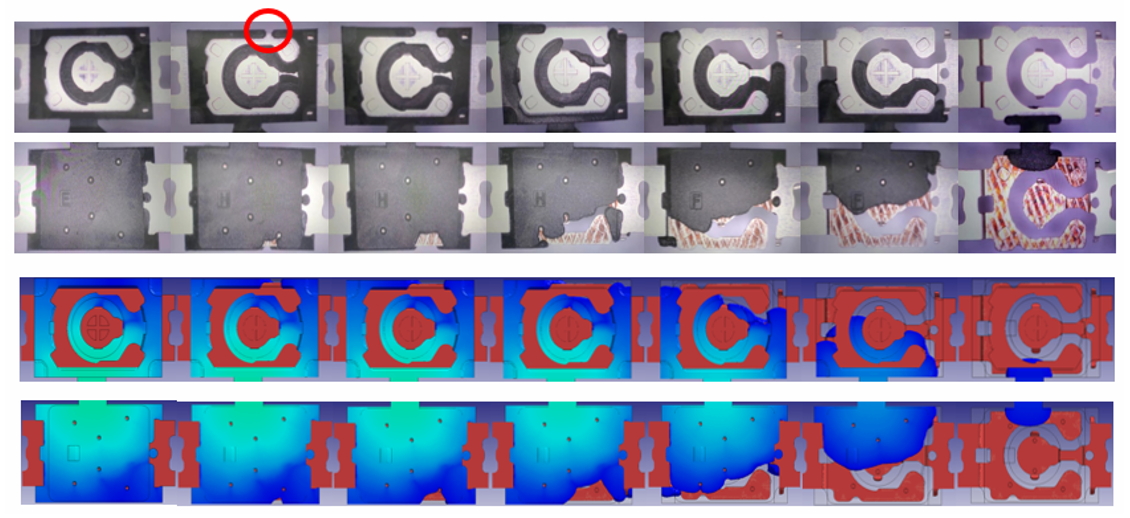
Fig. 11 The trend of the melt front for both simulation and experimental observation was in good agreement.
See in detail, the original design with a concave hole shows an apparent weld line, as shown in the red line cycle in Fig. 12. After removing the concave hole and replacing the ejector pins, the final optimal design meets the requirements of manufacturing.
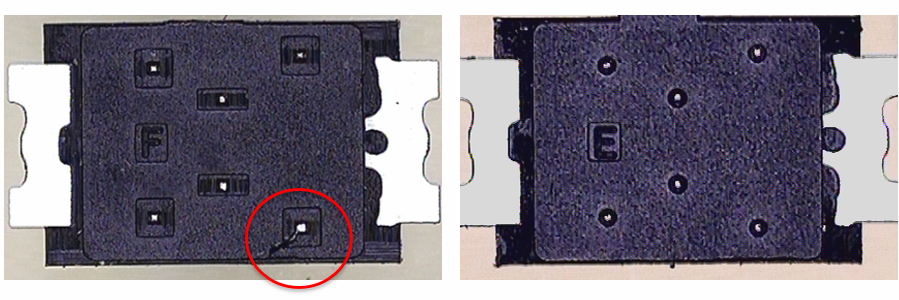
Fig. 12 Weld line comparison of original design (left) and optimized design (right)
Results
Moldex3D can help achieve tooling with much lower cost and provide early diagnosis of molding defects, such as flow imbalance, weld line and air trap, and further help save significant amounts of production money and mitigate risks before the production.