


- Company: Ming Chi University of Technology
- Region: Taiwan
- Industry: Educational/Academy
- Solutions: Moldex3D Advanced Package; Flow, Pack, Cool, Warp
Ming Chi University of Technology was originally named “Ming Chi Institute of Technology.” More than 200 years ago, the “Ming Chi Academy,” founded by a Tributary Scholar, Mr. Hu Cho-Yu in Southern Fukien, was located in the vicinity of the University. At that time the Academy was a center of an intellectual and cultural hub and was also the cultural origin of northern Taiwan. This university was named “Ming Chi” with an aim to encourage the faculty and the students to learn from the virtuous elders and to embrace heritage and vision as their own mission. (Source: https://www.mcut.edu.tw/)
Summary
In today’s manufacturing world, time is money. This is especially true in the injection molding industry, where a reduction in the cooling time can help achieve significant savings. Therefore, the importance of the cooling system is unquestionable. In this project, Ming Chi University of Technology (MCUT) used Moldex3D to optimize the layout design of the conformal cooling system that could improve cooling time, temperature difference, and part deformation. The experimental results also demonstrated that the optimal conformal cooling channels could provide a better cooling effect than conventional cooling channels, reducing the cooling time by 70%.
Challenges
- Deformation of rapid tooling
- To improve cooling efficiency
- Costly and time-consuming trial and error method
Solutions
With Moldex3D’s cooling simulation capabilities, students at the MCUT were able to visualize the effects of different cooling channel designs (conventional cooling channels, conformal cooling channels, without cooling channels) on the part and identify the optimal conformal cooling channel design.
Benefits
- Reduced cooling time by 70%
- Reduced deformation by 56%
- Validated the effectiveness of conformal cooling channels
- Reduced cycle time and eliminate costly prototypes
Case Study
During the whole injection molding process, the cooling time usually accounts for about 70% of the cycle time. Increasing productivity by reducing cooling time while also ensuring product quality is found to be difficult to achieve using traditional cooling channels. MCUT students decided to address the issue by incorporating conformal cooling technology.
In this case, the target was to find the optimum cooling time through simulation and to validate the results through practical experiments. The way to reduce cycle time, temperature difference, and displacement were also investigated.
The part of this project is a 60x30x60 mm cup with a wall thickness of 2mm. It was made of wax that was injected directly through a 2mm pin gate without passing through a runner system. The mesh was made in Moldex3D eDesign with sensor nodes installed over the part for checking the temperature and cooling time. A set of 45 conformal cooling channel variations were first compared, and the optimal conformal cooling channel was compared together with the conventional cooling channel and no cooling channel system afterward (Fig. 1).
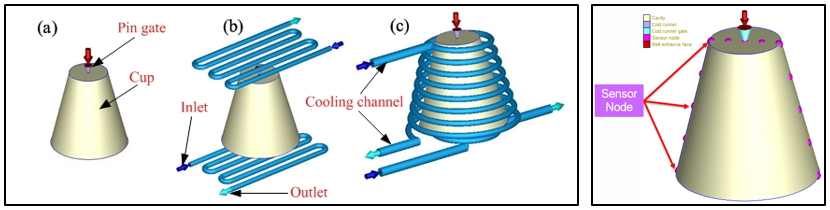
Fig. 1 Left: CAD model (a) without cooling channels, (b) with conventional cooling channels, and (c) with conformal cooling channels
Right: sensor node installment
In the first evaluation, the optimal conformal cooling was able to attain the shortest cooling time at 92.73 s (Fig. 2). The design had the smallest diameter (4 mm), minimum pitch distance (6 mm), and the shortest distance between channel centerline to the part surface (8 mm). This design led to the longest cooling channel and the largest channel surface area that eventually made the cooling process more efficient and effective. Furthermore, the analyses showed that to increase pitch or distance towards the part surface would result in a longer cooling time. Moreover, the lower part temperature difference and mold surface temperature difference are, the smaller displacement part yielded.

Fig. 2 Cooling time of conformal cooling channel
In the second evaluation, the result showed that the conformal cooling channel provided much greater thermal control compared with the conventional cooling channel and the one without cooling channel and decreased the cooling time by 70.03% and 90.26% respectively (Fig. 3). With this conformal cooling design, the temperature distribution of the cup was more evenly distributed (Fig. 4). The mold temperature difference between the upper and the lower cavity walls was also reduced up by 99.5% compared with the design without cooling channels (Fig. 5). In addition, this conformal cooling design has the smallest displacement values among all and reduced the total displacements of the conventional cooling and no cooling channel system by 24.05% and 56.01%, respectively (Fig. 6).
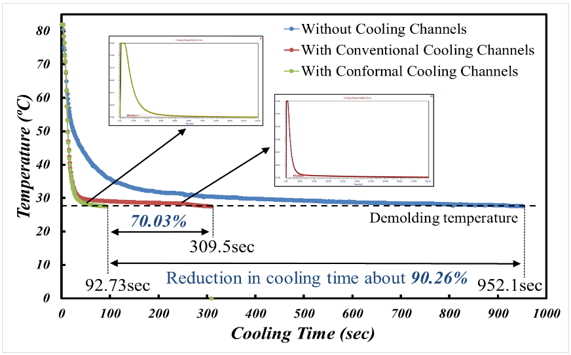
Fig. 3 Cooling time to reach demolding temperature comparison
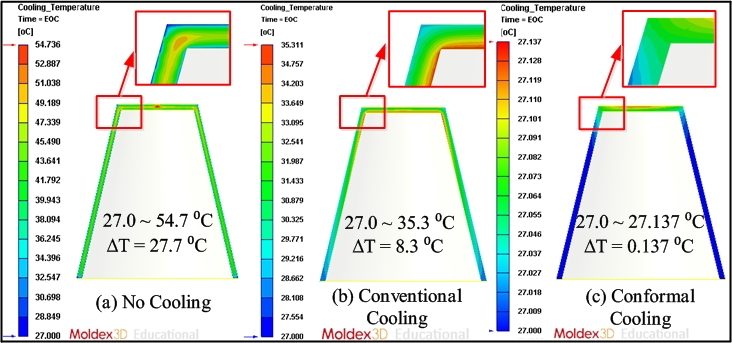
Fig. 4 Part temperature difference inside the cup (a) without cooling channels, (b) with conventional cooling channels, and (c) with conformal cooling channels
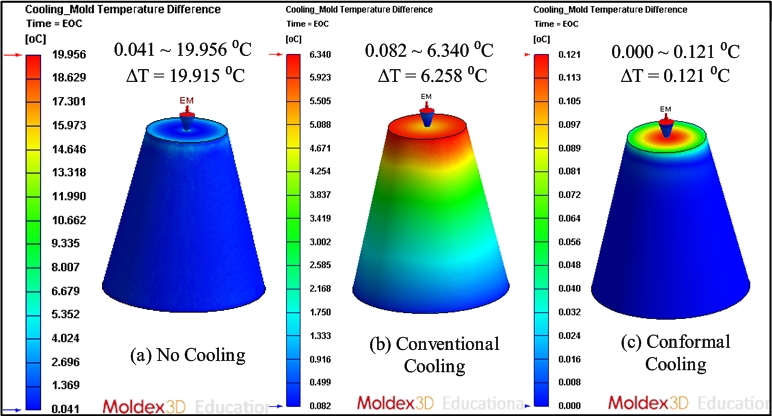
Fig. 5 Mold temperature difference (a) without cooling channels, (b) with conventional cooling channels, and (c) with conformal cooling channels
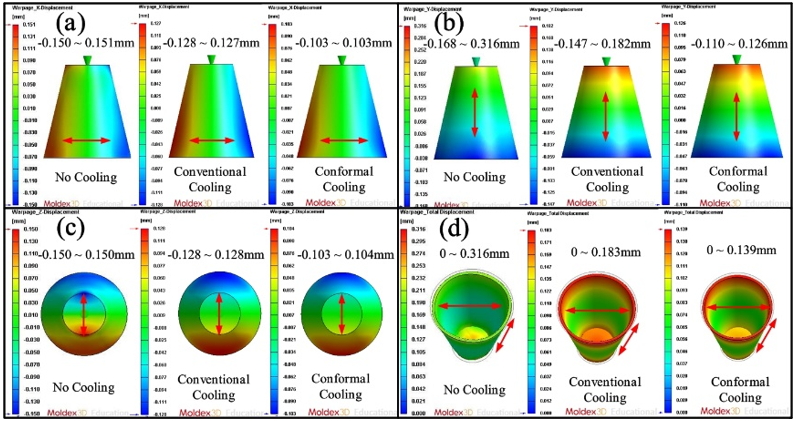
Fig. 6 Product displacement comparison on (a) X-displacement, (b) Y-displacement, (c) Z-displacement, and (d) total displacement
In order to verify the simulation results, the aluminum-filled epoxy resin mold and cooling systems were fabricated. Conventional cooling channels were made of wax K512, while the conformal cooling channels were made of wax filament after ABS and PLA. Water was used as the coolant in the experiment. Temperature sensors were installed in the mold during the injection process to check the surface temperature, part temperature as well as cooling time.
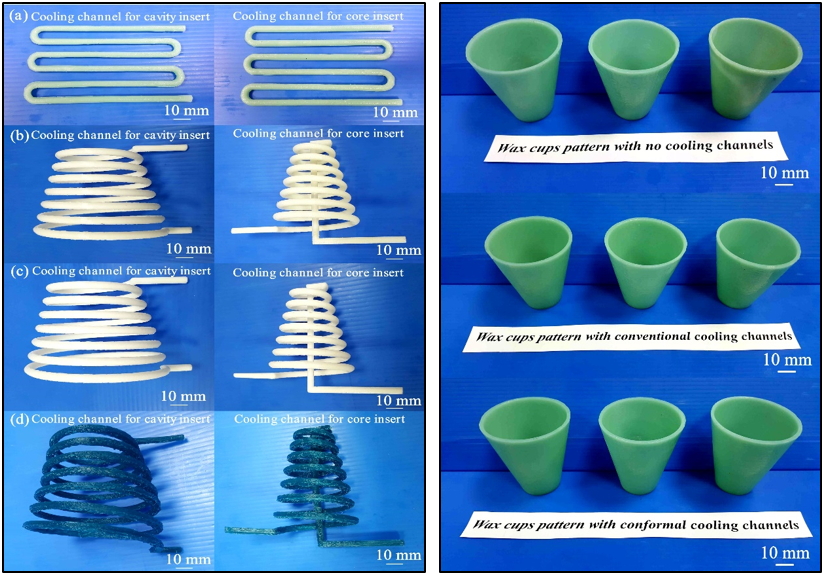
Fig. 7 Left: (a) Wax K512 conventional cooling with, (b) ABS conformal cooling, (c) PLA conformal cooling, and (d) wax filament conformal cooling
Right: Wax product fabricated by low-pressure injection mold
The experiment was conducted using wax injection molding technology. The low-pressure injection machine was used to inject the wax into the mold. The melt temperature and coolant temperature were set at 82 °C and 27 °C, respectively. The cycle was repeated 10 times to ensure accuracy.
As shown in Fig.8, the experimental results are in good agreement with simulation results from Moldex3D, which t shows that the conformal cooling channels can improve the cooling effect and significantly reduce the cooling time by 69.61%.
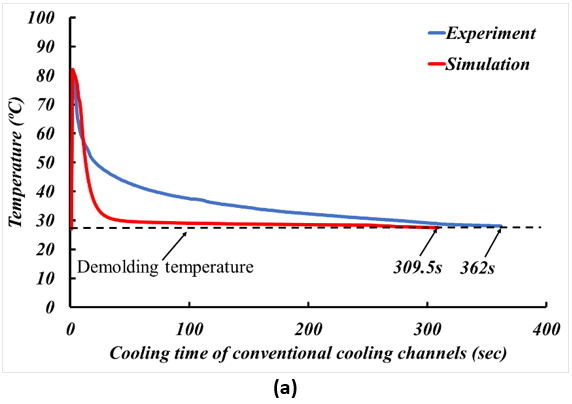
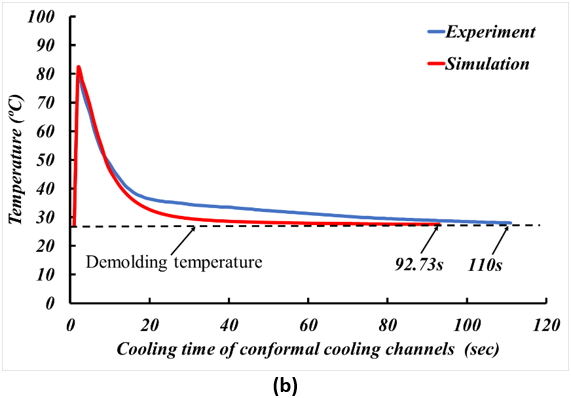
Fig. 8 Comparison between experiment and simulation:
(a) Conventional cooling time, (b) Conformal cooling time
Results
In conclusion, Moldex3D could be a helpful tool to identify the optimal conformal cooling channel. The results have indicated that the conformal cooling channels could effectively improve cooling time, temperature difference, and part deformation. The experimental results also verify that the conformal cooling channel could provide better cooling efficiency than the conventional one.