

![]()
- Company: Yuuki ユウキ産業株式会社
- Country: Japan
- Industry: Consumer Products
- Solutions: Moldex3D Advanced Package; Flow, Pack, Cool, Warp, Designer BLM
Yuuki INDUSTRY Co., Ltd. assists their customers from the automotive and electronic industries on the production integration of mold making, molding, and assembly in various fields. Yukki has received an ISO9001 certificate and has 2 factories in Japan and 2 subsidiaries in China and Vietnam.
(Source: https://yuuki-g.co.jp/
Summary
Temperature issues were found in the hot runner nozzle of a water injection vacuum cleaner water tank, therefore the material on the outside could not be properly solidified. Moldex3D was used to investigate the cause and explore possible solutions to the problem. By leveraging Moldex3D’s 3D cooling simulation technology, Yuuki was able to validate the conformal cooling design and overcome their molding problem, improving the success rate by 99.7%.
Challenges
- Short shots
- Poor appearance
- Long cycle time
Solutions
Moldex3D was used to help Yuuki validate the effectiveness of a new conformal cooling system, reduce mold cycle times, and increase the success rate by 99.7%.
Benefits
- Achieved high-quality appearance
- Reduced cooling time by 75%
- Increase the success rate by 99.7%
- Reduced manufacturing costs
Case Study
The product, in this case, is a sewage tank part with a diameter of 140mm, height of 180mm, and weight of 270 gram (Fig. 1). Fig. 2 shows the sewage tank and its hot runner layout design. Due to the high temperature, up to 230 ℃, at the hot runner nozzle, it took 120 sec for molten plastic to be solidified. To reduce cycle time and improve product quality, three hot runner gate designs with different diameters, 2.5mm, 3.0mm, and 4.0mm, are proposed (Fig. 3). The cooling system design used in this product is shown in Fig. 4.
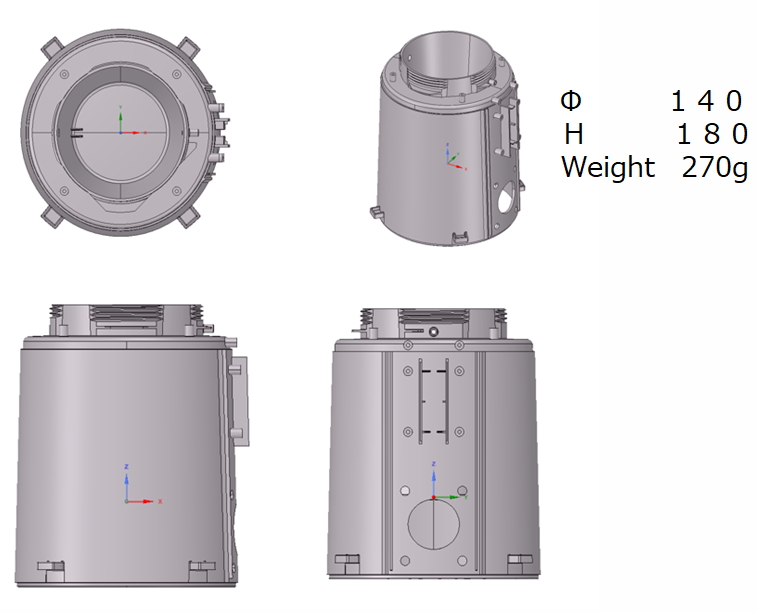
Fig. 1 The sewage tank part
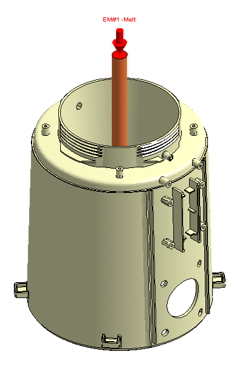
Fig. 2 The hot runner layout design of this part
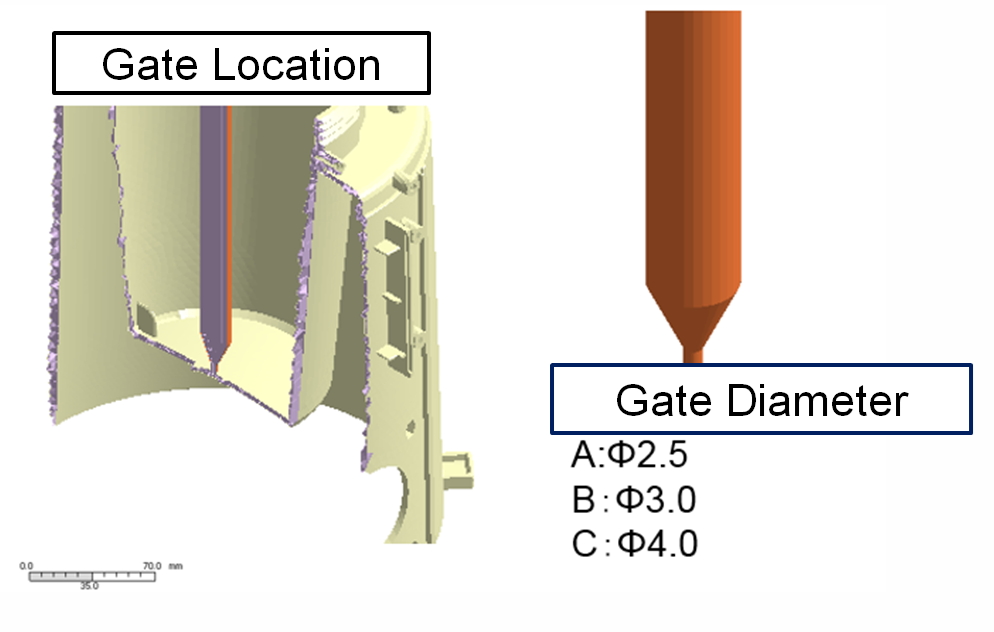
Fig. 3 Gate location and the revised gate sizes
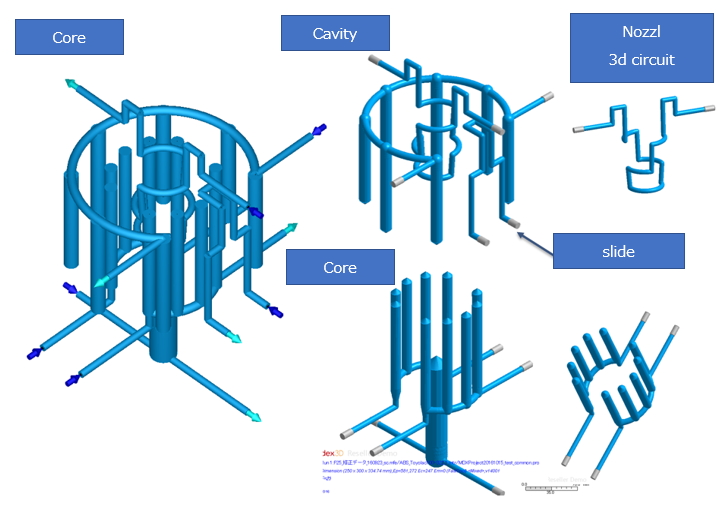
Fig. 4 The cooling system design
Moldex3D analysis results identified short shots in the three hot runner gate designs. The maximum melt front temperature of the diameters of 2.5mm, 3.0mm, and 4.0mm can reach 241, 239, and 236 ℃ respectively (Fig. 5). Their sprue pressures all reach the maximum value 200MPa, and this could be the cause of the short shot. The results are summarized in Fig. 6.
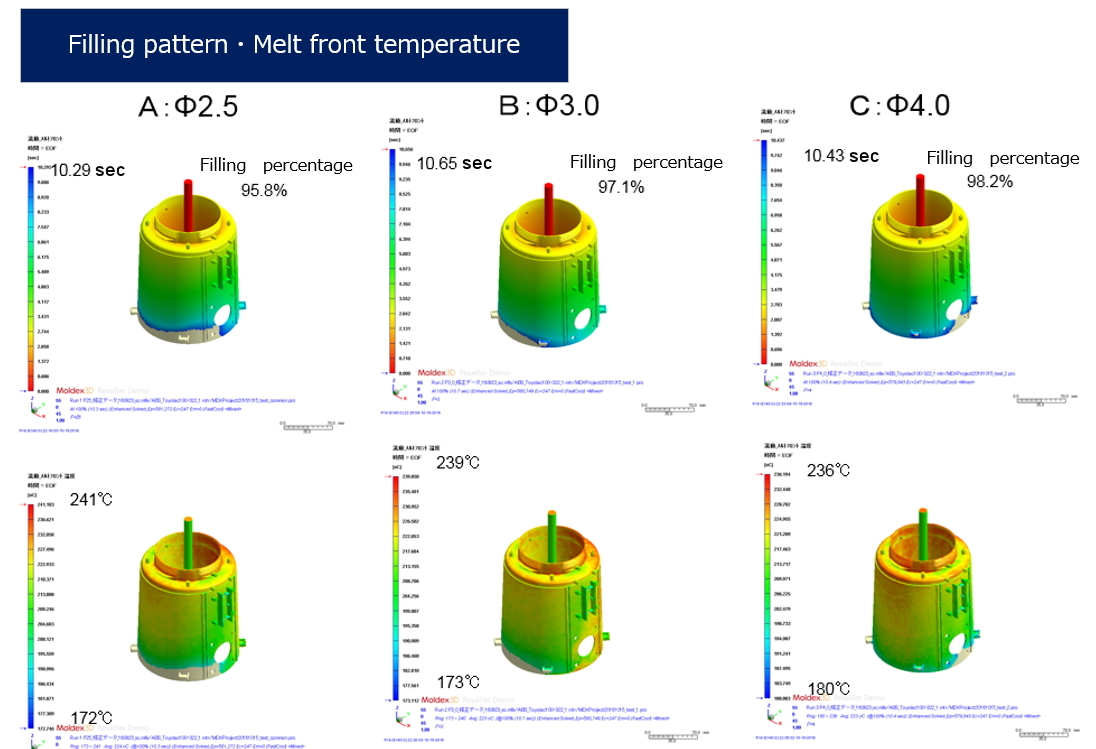
Fig. 5 Filling Pattern & Melt Front temperature results
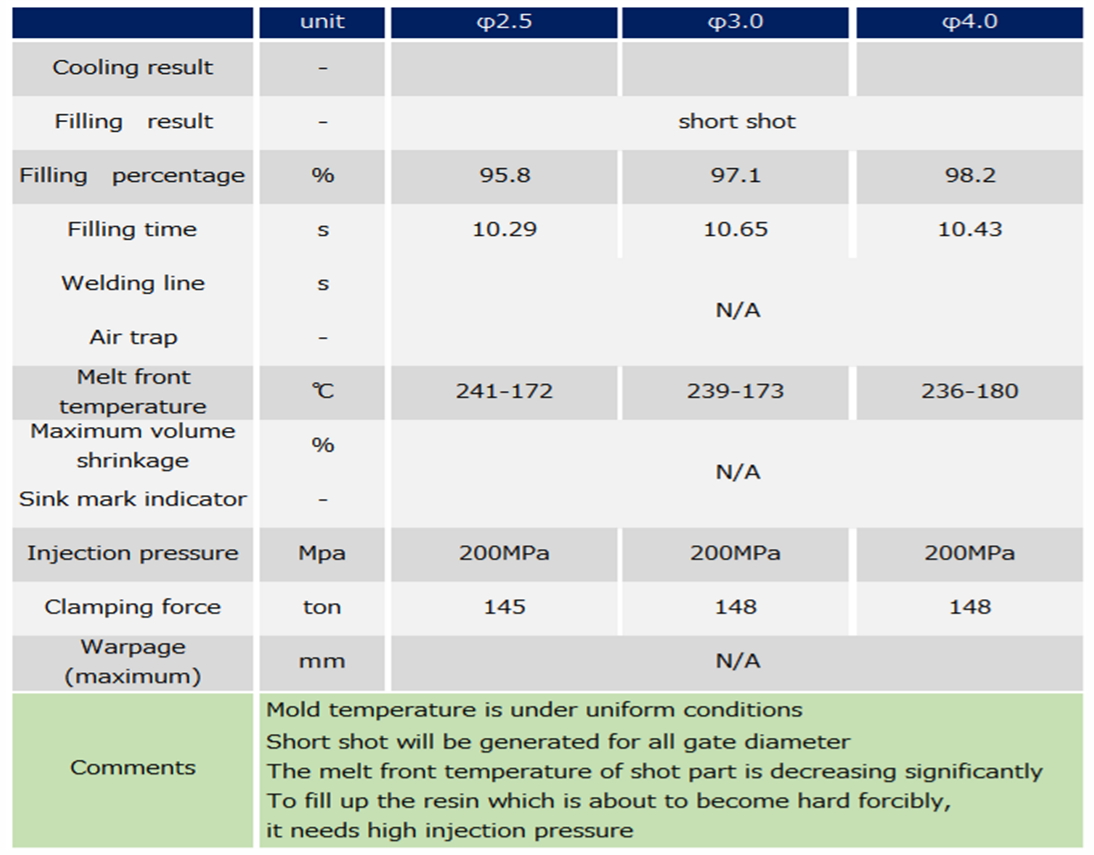
Fig. 6 Summary of Moldex3D analysis results of three diameter designs of the gate.
The Based on the analysis results from Moldex3D, the low temperature at the end of filling was the previous cause of short shots. Therefore, it is necessary to optimize the cooling channel design. (Fig. 7). The objective was to reduce the filling time from 8 sec to 4 sec and achieve more uniform cooling.(Fig. 8).
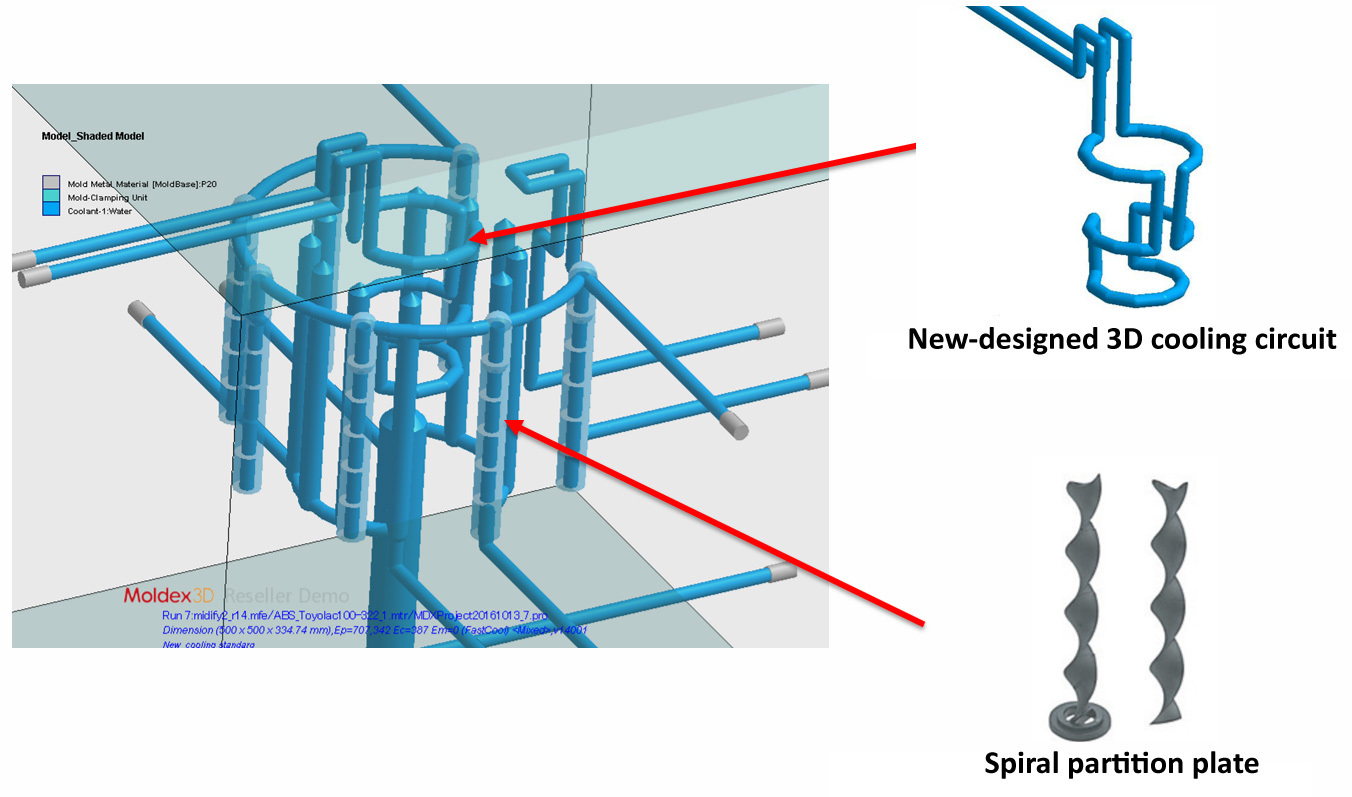
Fig. 7 Improved 3D cooling circuits
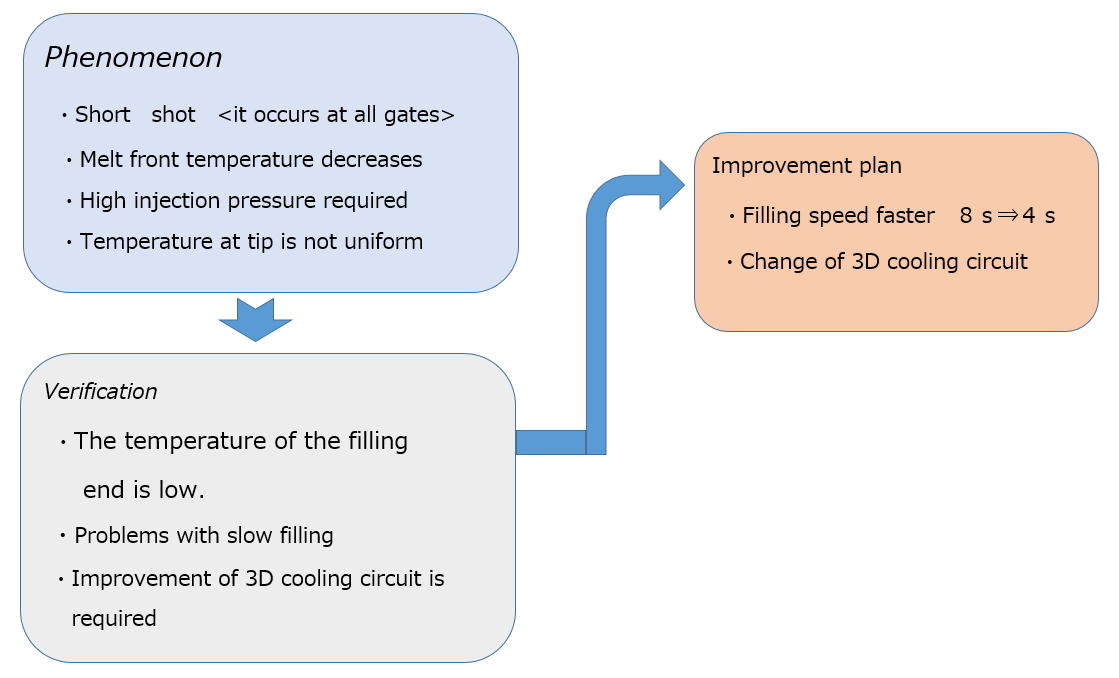
Fig. 8 The improvement plan
The simulation results of the modified cooling channels showed that the short shot problem has been eliminated (Fig. 9), but the sprue pressure is still high. The sprue pressure is 200MPa, 198MPa, and 197MPa with the gate diameter of 2.5mm, 3.0mm, and 4.0mm respectively (Fig. 10). The mold base temperature distribution results showed that the modified cooling channels have resulted in better cooling efficiency and more uniform temperature distribution (Fig. 11).
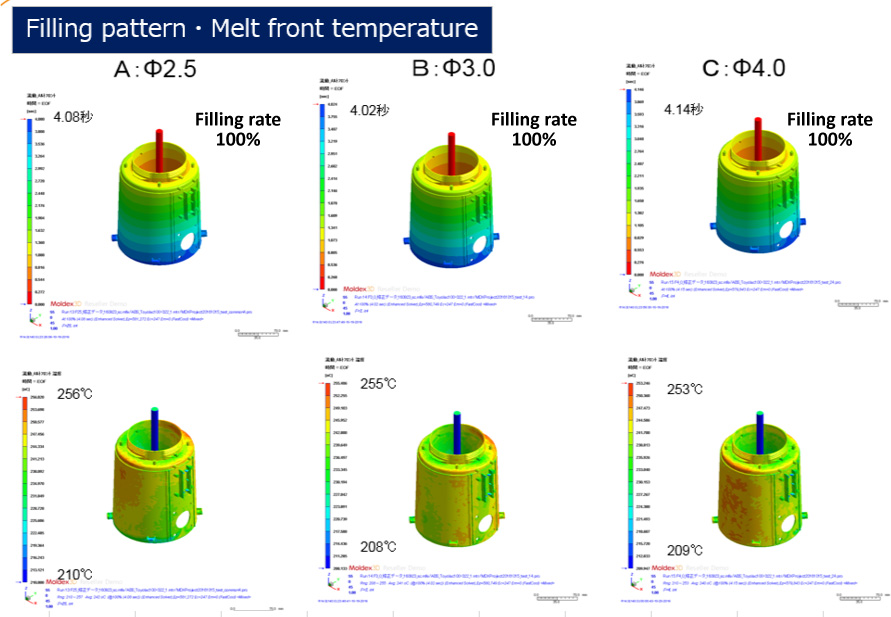
Fig. 9 Filling pattern and melt front temperature results of the optimized cooling channels.
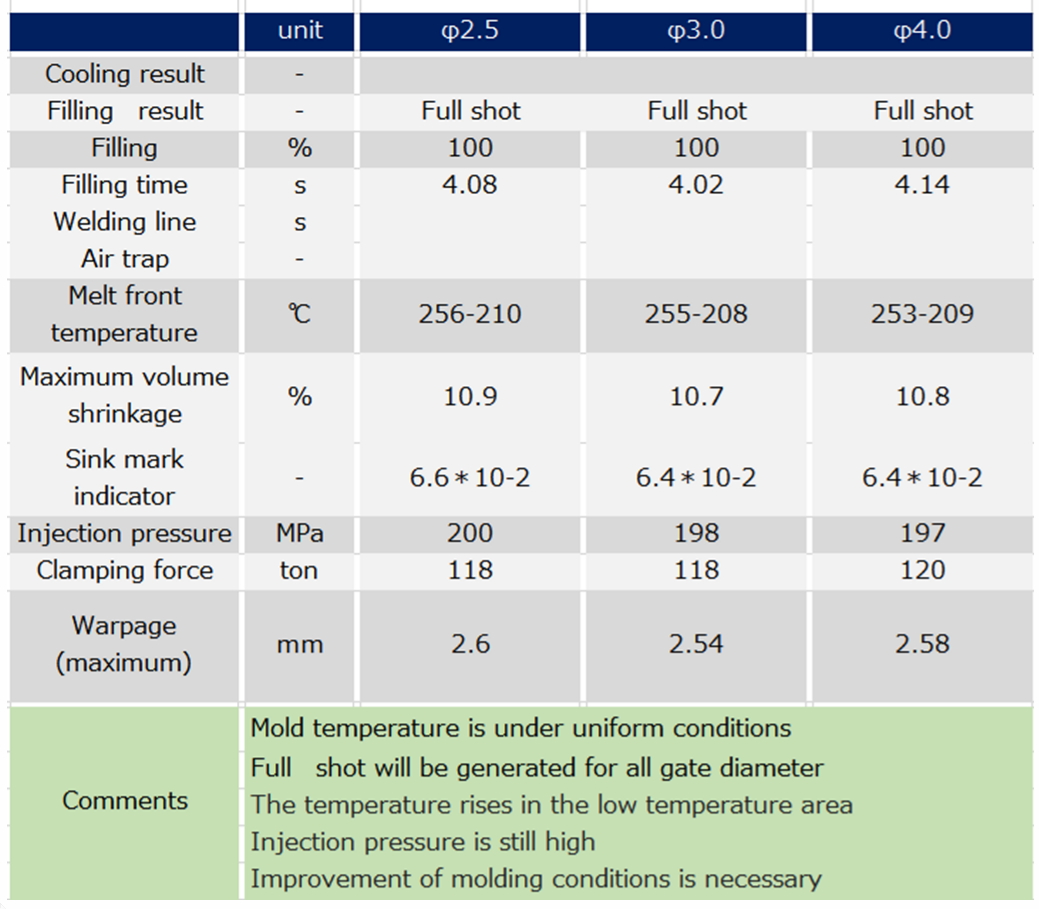
Fig. 10 Overview of the analysis results of the modified cooling channels.
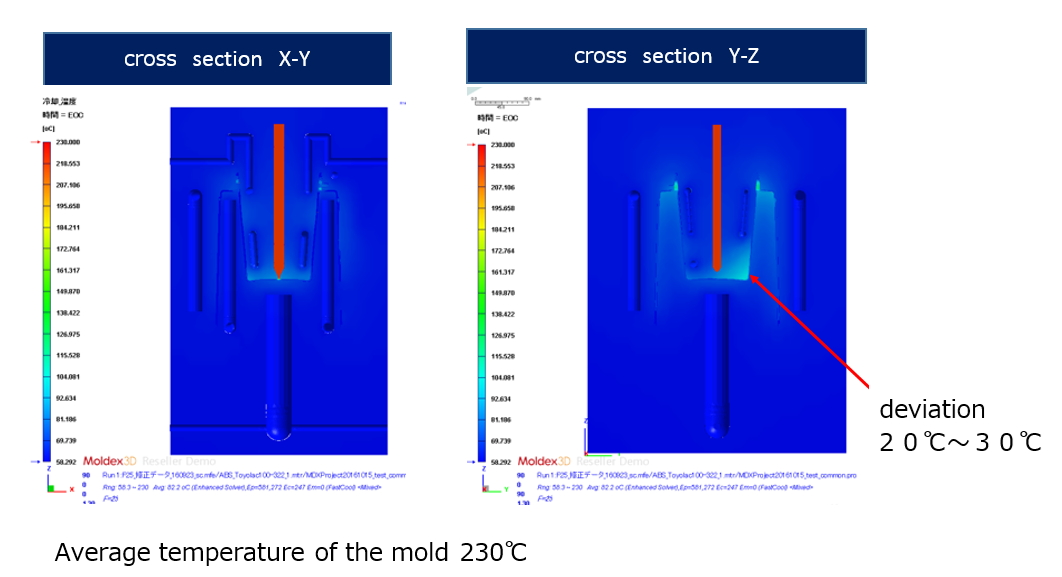
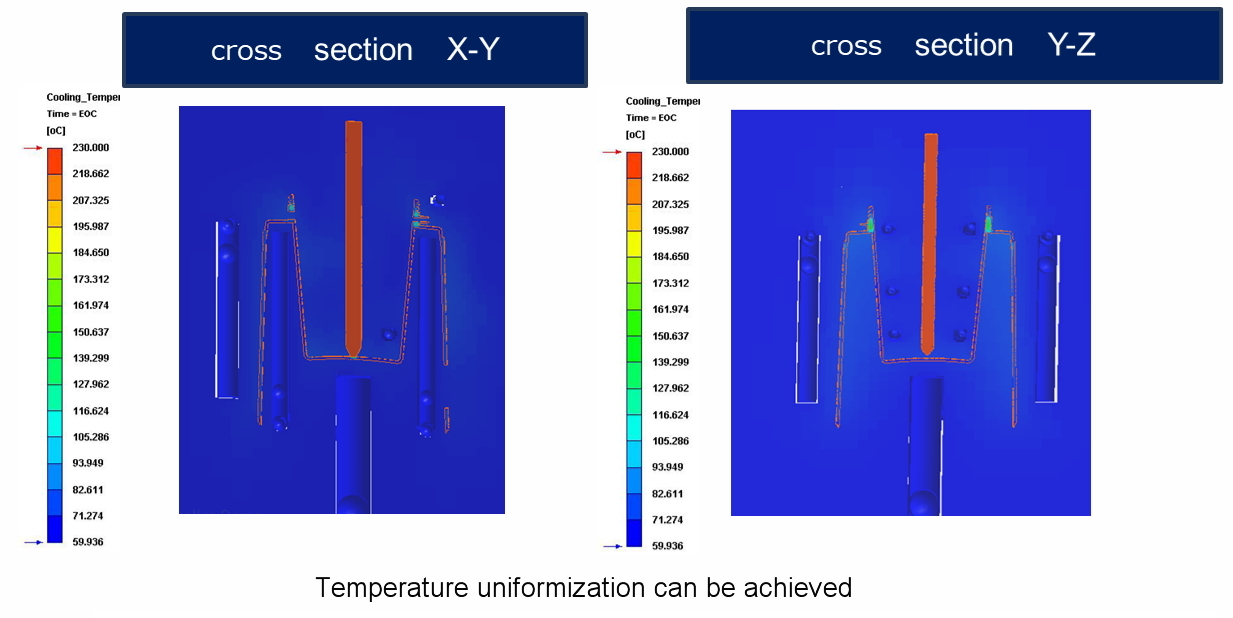
Fig. 11 Comparison of the original (the above) and the modified 3D cooling circuits (the bottom).
In order to decrease the sprue pressure, both the resin temperature and surface temperature were increased to 250℃ and 80℃ respectively. With that, the sprue pressure was reduced to 170.27 MPa (Fig. 12).
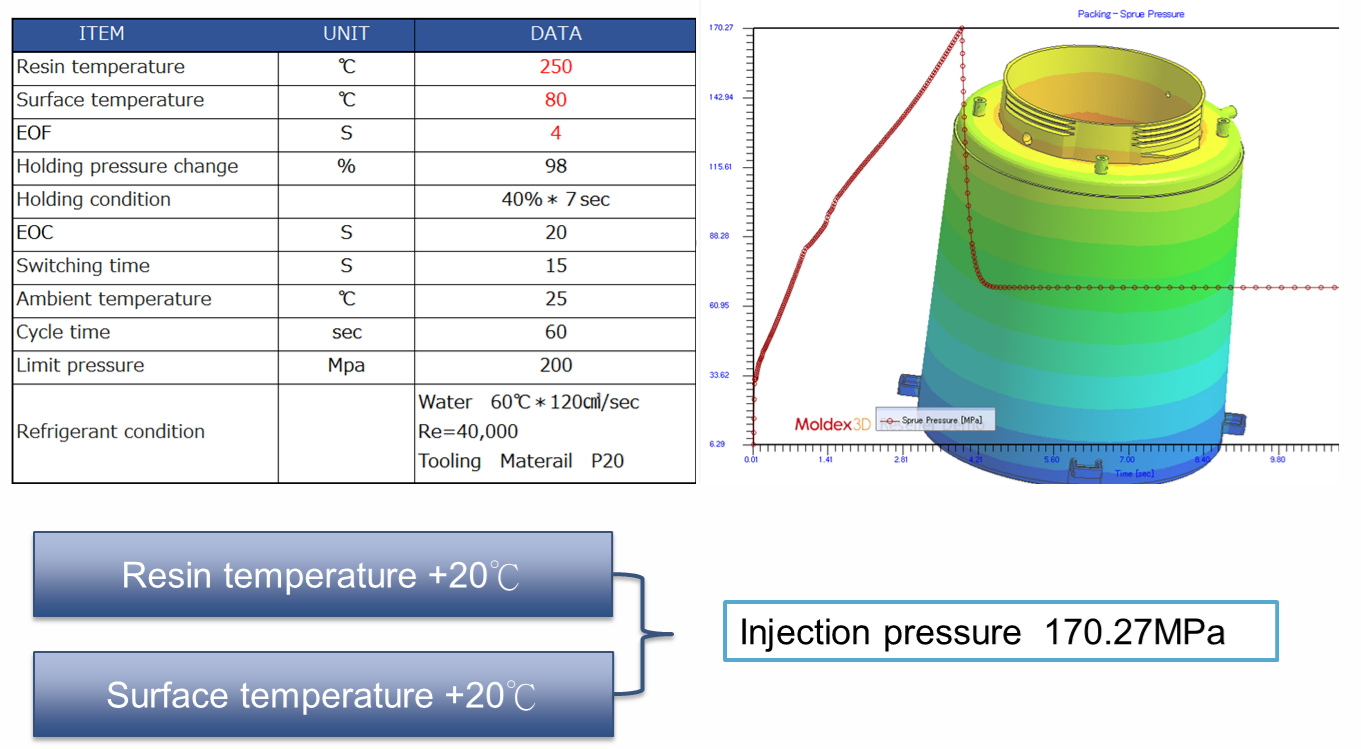
Fig. 12 The resin and surface temperature were increased in order to reduce the sprue pressure.
Results
Moldex3D successfully assisted Yuuki in predicting potential defects such as shot shots, shorten the cycle time from 120 sec to 40 sec, , and reduce the defect rate to under 0.2%. With Moldex3D, Yuuki was able to overcome the issue of unbalance between quality, time and cost.