

Edited by John Lin, Account Manager at Moldex3D Europe

- Company: Slovak University of Technology- Faculty of Materials Science and Technology (MTF STU)
- Country: Slovak
- Industry: Educational / Academy
- Solutions: Moldex3D Advanced Package, Flow, Pack, Cool, Warp, Gas-assisted Injection Molding (GAIM)
The Faculty of Materials Science and Technology in Trnava is an integral part of the Slovak University of Technology in Bratislava. The 30-year existence of the faculty has been justified by its precisely defined research in the areas of Metallurgical Science, Mechanical Engineering and Production Technologies, as well as pedagogical profiles. (Source)
Summary
One of the biggest challenges of molding thick-walled parts is dimensional accuracy. In this project, a plastic hook (Fig. 1), an automotive component part, was warped in the first tryout. However, the warpage problem still existed after adjusting the process parameters. The MTF STU team used Moldex3D to help the toolmaker explore the causes of warpage and viable solutions. As a result, the toolmaker was able to determine the best possible solution to solve the warpage problem by optimizing the mold design based on Moldex3D’s Warp analysis results, avoiding unnecessary rework.
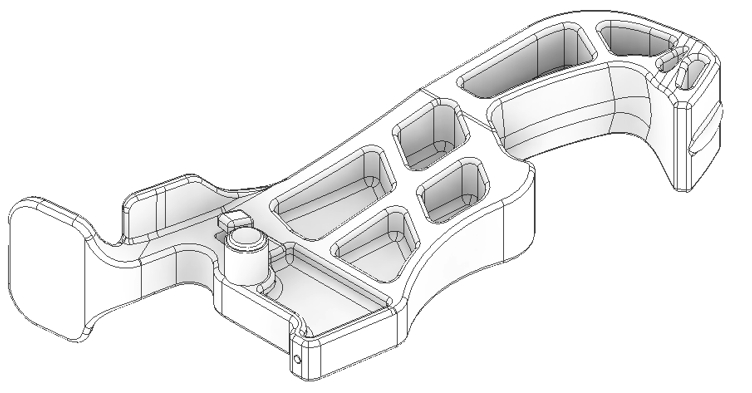
Fig. 1 Plastic Hook
Challenges
- To reduce and control excessive warpage
- To explore viable solutions in a short amount of time
Solutions
The MTF STU team used Moldex3D to help the toolmaker explore possible solutions and determine that the best solution is to modify the mold based on the Warp analysis result.
Benefits
- Met dimensional specifications
- Avoided costly tooling errors and rework
- Shortened troubleshooting process
Case Study
During manufacturing of the thick-walled parts, the biggest issue is to achieve the required dimensional accuracy of the product. In this study, the target was to solve the warpage issue of a plastic hook. The dimension tolerance of this part is ± 1.5 mm and the original design had warpage as 1.86 mm at the outside bend of the hook region (Fig. 2).
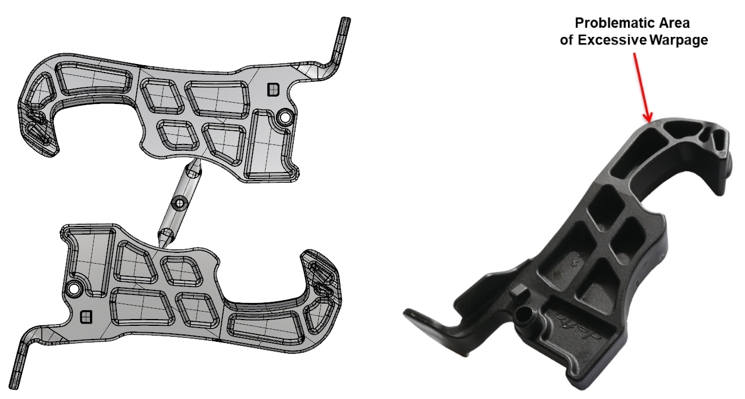
Fig. 2 The original design and warp position
The general procedure in such cases is to optimize the process parameters. However, although process parameters had been modified several times, none these changes lead to improvement of the warpage result. Therefore, the toolmaker asked MTF STU for verification of all available solutions using numerical modeling in Moldex3D.
Consequently, the plan of the following tasks was drawn up for investigation using Moldex3D:
- Verification of the cooling system redesign,
- Verification of the gas-assisted injection molding (GAIM) technology application,
- Mold cavity redesign in order to meet required geometric and dimensional tolerances of the molded part.
In this step, the redesign of the cooling system was evaluated in Moldex3D and several cooling channels and bubblers were added to the mold base (Fig. 3, 4). However, it could not help to solve the warp issue. As the results of the cool analysis showed, the original cooling system was effective enough, and adding the additional channels was not needed.
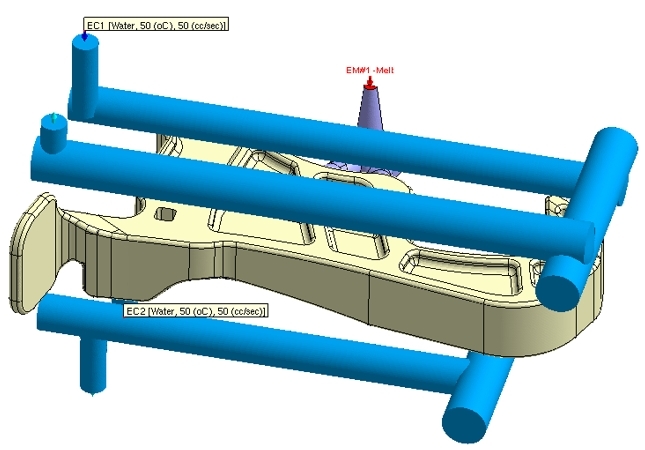
Fig. 3 The original cooling system
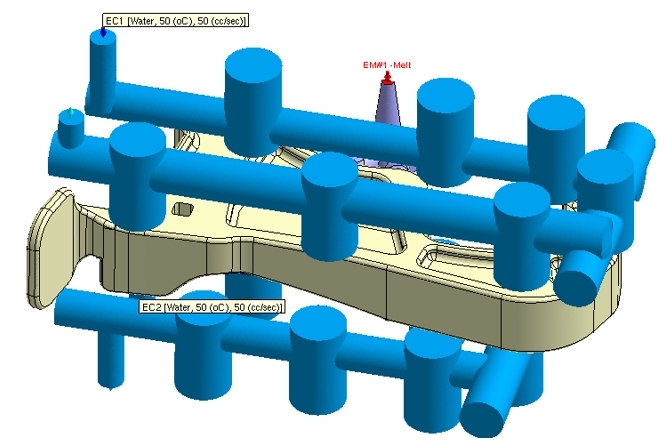
Fig. 4 The cooling system with added bubblers
In general, to solve the warpage issue of thick-wall designs, GAIM technology can be applied successfully. Several ways of the gas injection into the cavity were simulated (Fig. 5). However, as the results of simulations showed, none of the analyzed injection methods achieved optimal gas flow inside the cavity (fingering effect occurred), so the filling/holding/cooling phases were not balanced enough, and to optimize this process would require another significant mold modification.
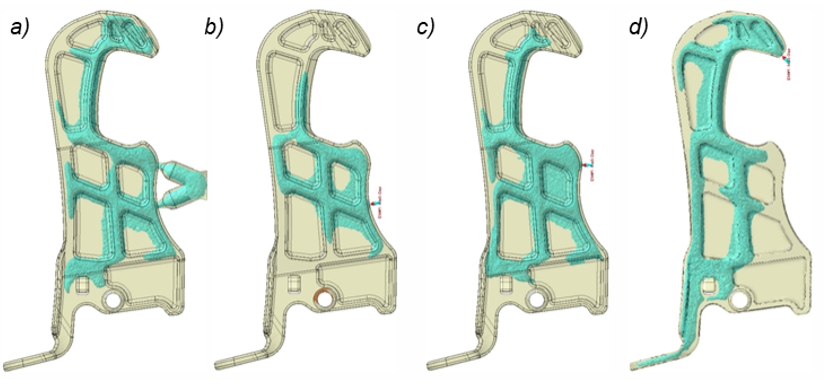
Fig. 5 Gas Injected via (a) Runner System, (b) Left Inlet, (c) Right Inlet, (d) Hook Front
According to the results of the performed simulations, the toolmaker agreed to redesign the mold cavity, however, not in the way of the conventional approach where the part walls and ribs are reorganized and the outer contours of the part retain as original, but in the way of redesigning only critical geometry according to reverse warpage profile with respect to the Moldex3D warp result (Fig. 6).
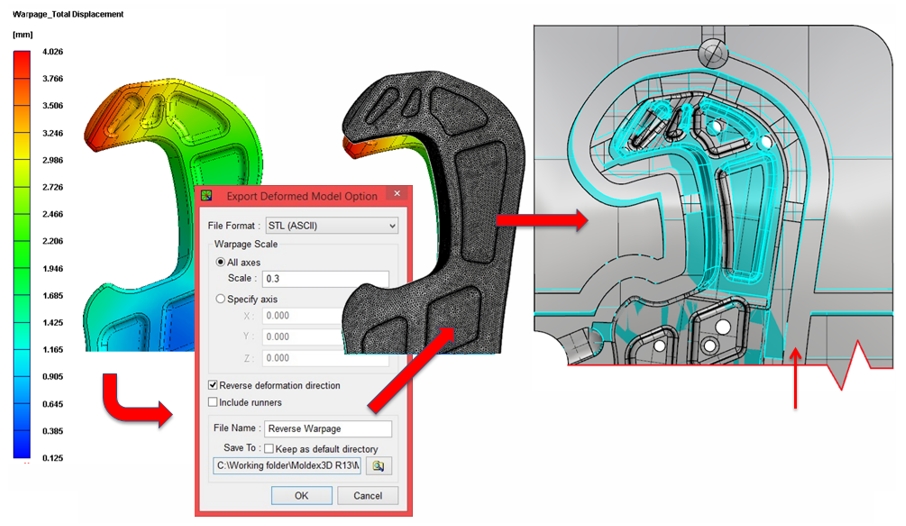
Fig. 6 Procedure of the mold redesign: original mold design (gray) and reverse mold design (blue)
The required Hook dimensions have been achieved by the mold redesign (Fig. 7). The comparison of the dimension measurement in Table 1 introduces the evidence of the achieved results.
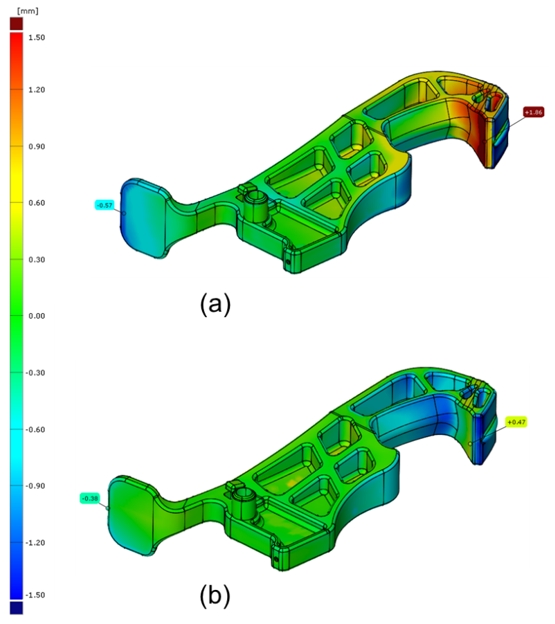
Fig. 7 Warp result verification: (a) Original Part,(b) Final Part with Reverse Warp
| Sample | Tolerance | Max. Deviation at Front of Hook |
| Original Cavity Design with one Cavity Gate | ± 1.5 mm | +1.86 |
| Cavity Redesign in Reverse Warp Profile | ± 1.5 mm | +0.47 |
Table 1 The maximal deviations
Results
This study demonstrates how Moldex3D can predict warp issues of thick-walled parts, how to find an optimal solution to fix the warpage issues by using the reverse warpage result as mold compensation, to achieve required dimensional and geometrical tolerances of the manufactured part, thus, to solve warp issues.