

Edited by Cindy Teng, Engineer at Technical Support Division
![]()
- Customer: Dongguan University of Technology
- Country: China
- Industry: Educational/Academy
- Solution: Moldex3D Advanced Package; Flow, Pack, Cool, Warp, Designer BLM, Stress, Optics
- View PDF Version
As the first full-time regular university in Dongguan, Dongguan University of Technology (DGUT) was initially planned in 1990 and formed in April 1992. Under the authorization of the Ministry of Education, DGUT welcomed its first undergraduates in March 2002 and awarded its first bachelor’s degrees four years later in May 2006. In addition, DGUT’s new master’s degree programs were authorized under the Guangdong Project in August 2010. DGUT was also approved as the “Guangdong International Science and Technology Cooperation Base” in 2012 (Source).
Summary
In the Fresnel lens, one side of the lens is a smooth surface while the other side is engraved with small-to-large concentric circles. Through these serration patterns, spectrum bandpass (reflection or refraction) can be achieved in a specified range of the spectrum. The bandpass optical filters in the conventional polished optical device are expensive. Fresnel lenses can significantly reduce the cost. The Dongguan University of Technology used Moldex3D to optimize the cooling channel design of a Fresnel lens and successfully designed a conformal cooling channel to evenly distribute the temperature after the product has cooled. The orthogonal experiment was adopted to obtain the best molding manufacturing process to optimize the product molding cycle and reduce the product stress.
Challenges
- Avoid obvious appearance defects such as weld line and flow mark
- Maintain less than 20 nm surface roughness
- Evenly distribute the temperature after cooling and reduce the molding cycle
- Reduce the residual stress inside the product
Solutions
Dr. Lei Chen used Moldex3D conformal cooling and stress modules to verify the design of a common cooling channel and conformal cooling channel for multiple instances. With the continuous topology optimization, the temperature was evenly distributed after the product was cooled and then Moldex3D was used to predict the optics and residual stress to further optimize the manufacturing process. The best molding manufacturing process and cooling channel can be quickly obtained to significantly shorten the product development cycle and achieve the goal of industry-academia-research institute collaboration.
Benefits
- Solve the problem of uneven temperature distribution
- Reduced the product cooling time from 15 seconds to 13 seconds
- Control the temperature of the weld line and reduce the influence on the appearance of the product
- Fulfill the precision requirement of dimension for the product
- Reduce and balance the residual stress of the product
Case Study
A LED lens connecting with LED was used to enhance the light use efficiency and luminous efficiency. With a high requirement of surface quality, the LED lens should avoid weld lines, flow marks or other surface defects and its surface roughness should be less than 20nm. In this study, the original cooling design (Fig. 1) would lead to uneven temperatures after the cooling section, causing larger warpage, higher thermal residual stress, as well as longer cooling time.
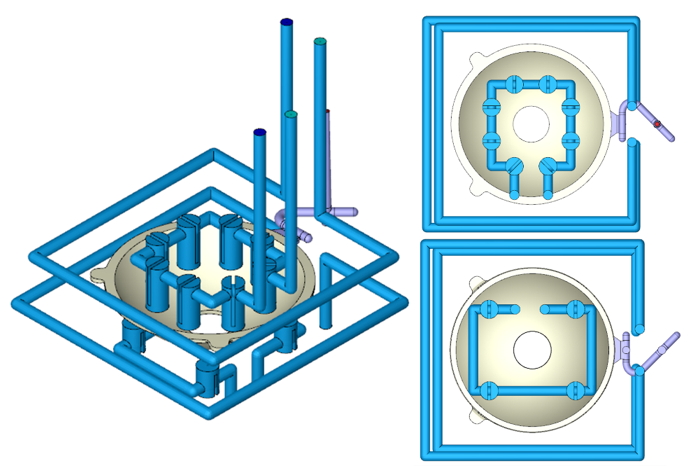
Fig. 1 Original cooling system design
The temperature and residual stress distribution using the original cooling system are shown in Fig. 2 and Fig. 3. Heat was accumulated in the center of the sphere and there were wide variations in temperature and residual stress, which were considered as defects in the optical components.
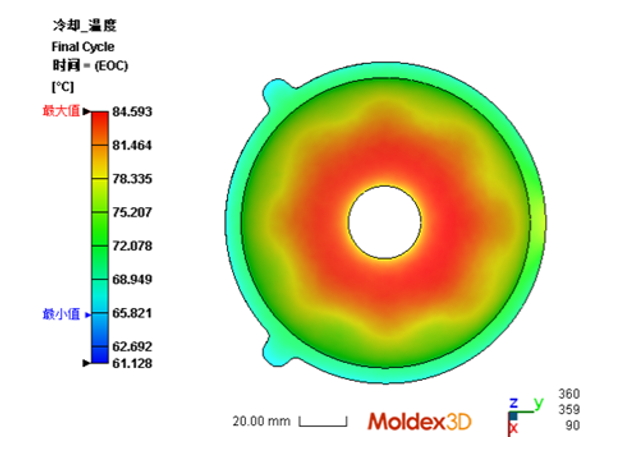
Fig. 2 Temperature distribution of the original cooling system
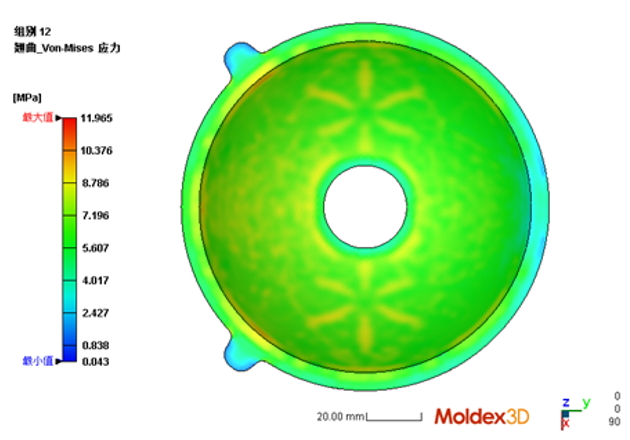
Fig. 3 Residual stress of the original cooling system
Adopting 3D printing, a conformal cooling channel was used to optimize the cooling effect. Two different kinds of conformal cooling channel (Fig. 4a and Fig. 4b) were developed in this study. The design in Fig. 4a replaced the baffles with a conformal cooling channel while the design in Fig. 4b optimized the system by increasing an additional cooling channel near the weld line.
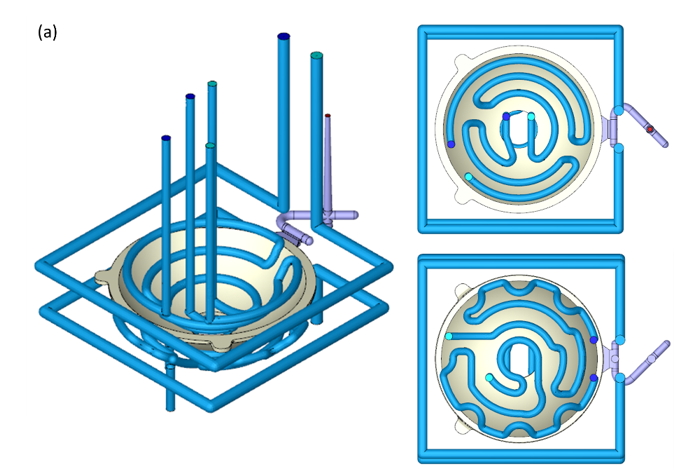
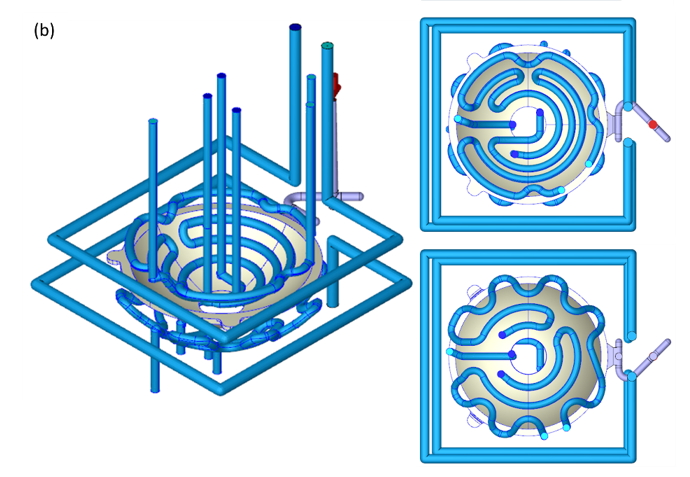
Fig. 4 Conformal cooling channel design
Compared with the original design, the temperature was lower, and the temperature distribution was uniform after the cooling section (Fig. 5). The estimated cooling time was reduced from 15 seconds to 13 seconds (shortened by 13%). The residual stress of the product was also optimized with a conformal cooling channel (Fig. 6) leading to better optical performance.
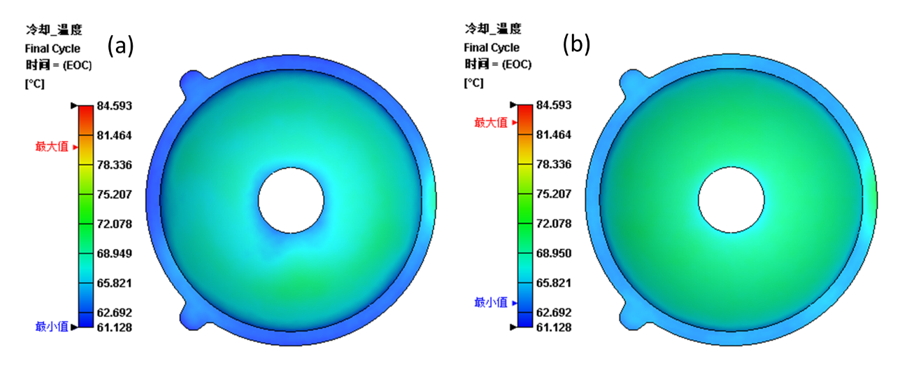
Fig. 5 Temperature distribution using conformal cooling channel design
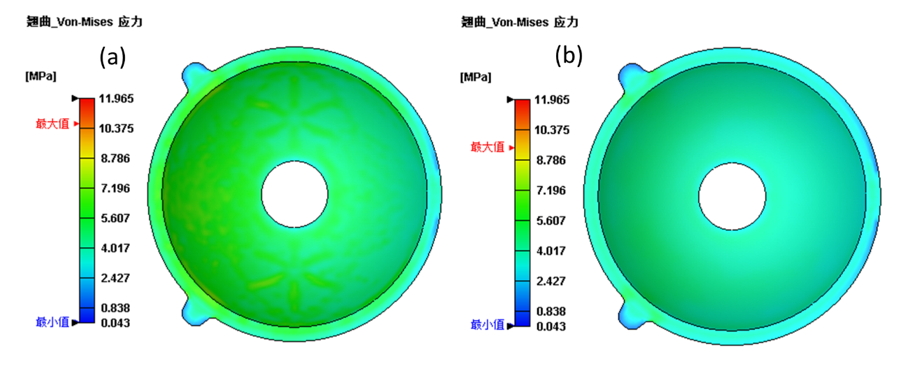
Fig. 6 Residual stress using conformal cooling channel design
The products made by the practical molding experiment using polariscope to determine the optical characteristic is shown in Fig. 7. The fringed pattern only occurred in the runner and gate, suggesting a good optical quality of the Fresnel lens. The practical molding experiment verified the feasibility of Moldex3D results.

Fig. 7 Fresnel lens using polariscope to determine the optical characteristic
Results
With Moldex3D analysis results, Dongguan University of Technology optimized the cooling design with a conformal cooling channel, solving the heat accumulation problem and reducing cooling time from 15 seconds to 13 seconds. The residual stress and refractive index of the product were also optimized leading to a better optical quality.