

Edited by Marirajan Ramachandran, Sr. Technical Executive at Asia Pacific Team, Moldex3D
![]()
- Customer: SABIC Research & Technology Pvt. Ltd.
- Country: India
- Industry: Automotive
- Solution: Moldex3D Advanced Package; Flow, Pack, Cool, Warp, Designer BLM, MCM, Injection Compression molding
SABIC is a global leader in diversified chemicals, headquartered in Saudi Arabia. It Manufactures different kinds of products including chemicals, commodity and high-performance plastics, Agri-nutrients and metals. (Source)
Executive Summary
Two-shot Injection-Compression molding (2K-ICM) has immense potential to realize single-part solutions for large and complex components with high surface areas. The development of aesthetic defects like sink marks in 2K-ICM is governed by a complex interplay of several factors. The objectives were to demonstrate a simulation framework for 2K-ICM by leveraging Moldex3D to capture the key aspects of the process for a model-ribbed geometry and investigate the geometrical and processing factors underlying the development of sink marks. A fully validated simulation enabled quicker adoption of this technology by minimizing or eliminating the trial-and-error process associated with machine and grade selection, mold design, and optimization of processing parameters.
Challenges
- Lack of full understanding of 2K-ICM
- Complicated design and process guidelines for 2K-ICM
- Sink marks
Solutions
Moldex3D Multi-Component Molding (MCM) module enables seamless accounting of the thermal history for the first and second shots.
Benefits
- Competency development in complex 2K-shot molding process by considering the thermal history of the first shot
- Minimized or eliminated the experimental trial and error approach
- Optimized part design for better manufacturability
- Minimized complicated molding process and tooling cost in the design phase
- Enabled proper machine selection, faster time to market, and evaluation on part design complexity
- Reduced overall product cycle time
- Enhanced credibility/confidence in the simulation results and capability to suggest better solutions to customers
Case Study
Now the key trend is the replacement of SMC (thermoset sheet molding compound) with thermoplastic solutions for larger parts such as body panels, side air deflectors of trucks, panoramic sunroofs, etc. Since this replacement has a lot of advantages in comparison to the SMC process (like greater design flexibility, light-weighting, functional integration of two or more parts, etc.)
2K-ICM technology has rapid growth in industries, but lack’s in simulation methodologies, especially on process optimization to obtain desired final properties. Mr. Raghavendra Janiwarad, research engineer at SABIC, explains the 2K-ICM simulation framework with Moldex3D to enable design optimization for surface aesthetics.
The main objective is to capture the aesthetic, warpage, and temperature distribution of the 2K-ICM part (Fig. 1).
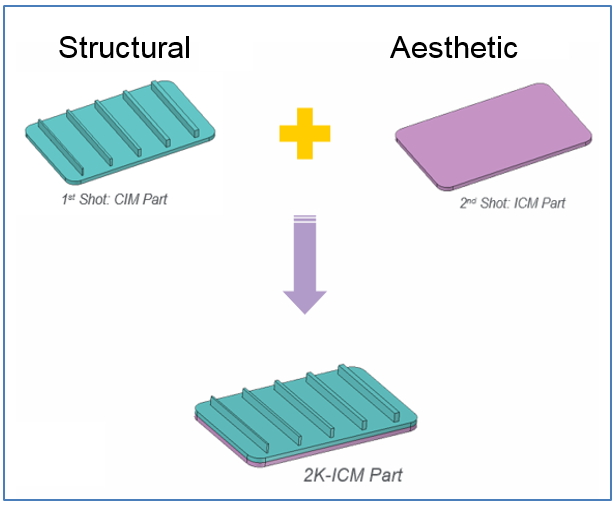
Fig. 1 The 2K-ICM part in this case
For the ribbed part (with varying rib thicknesses) in the first shot, SABIC would like to probe the rib dimensions and thermal effects on the aesthetic surface of the second shot. The analysis process is shown in Fig. 2.
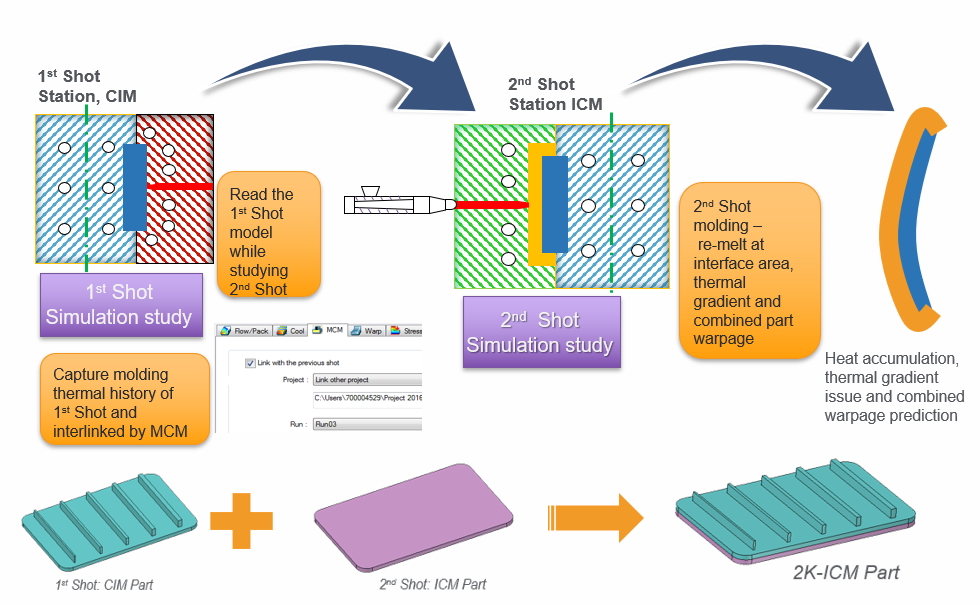
Fig. 2 The analysis process
According to Moldex3D’s simulation results of the first shot (CIM), the sink mark became progressively more prominent with increasing rib thickness (Fig. 3). The SABIC team also found that the thicker the ribs were, the higher thermal mass was. It would further lead to a steeper thermal gradient and greater spatial variation of volumetric shrinkage (Fig. 4).
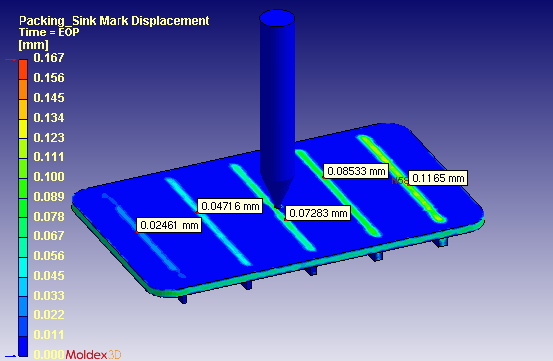
Fig. 3 The sink mark simulation results of the first shot
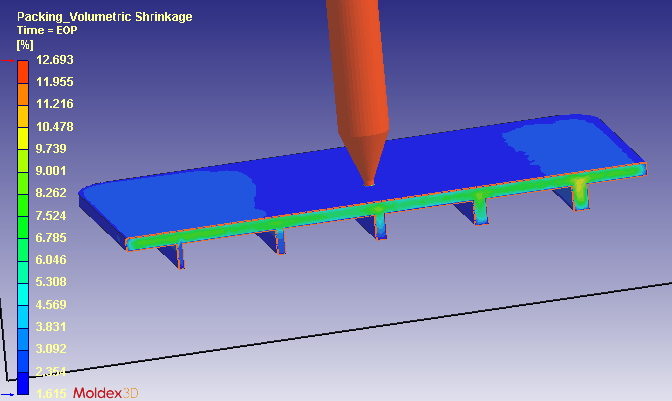
Fig. 4 The volumetric shrinkage analysis result
Next, SABIC tried to simulate the temperature transient in the second shot (ICM). The temperature history of the first shot is captured in the second shot simulation Moldex3D (Fig. 5). The simulation result of the second shot provides detailed insights on the temperature evolution at the interface between the two shots (Fig. 6). The temperature in the first shot at the interface approaches 170 ºC, indicative of re-melting of PC from the first shot – such details are not easily observed from the experimental measurements.
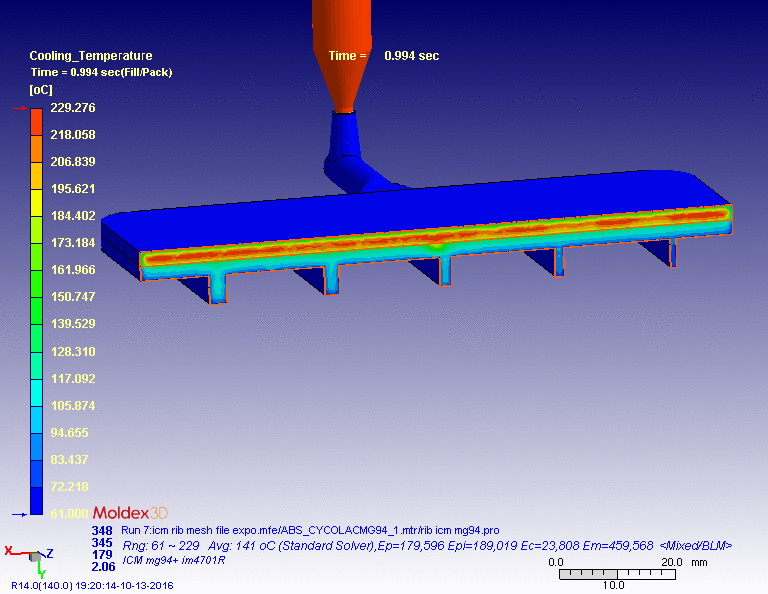
Fig. 5 The temperature results of the second shot in Moldex3D
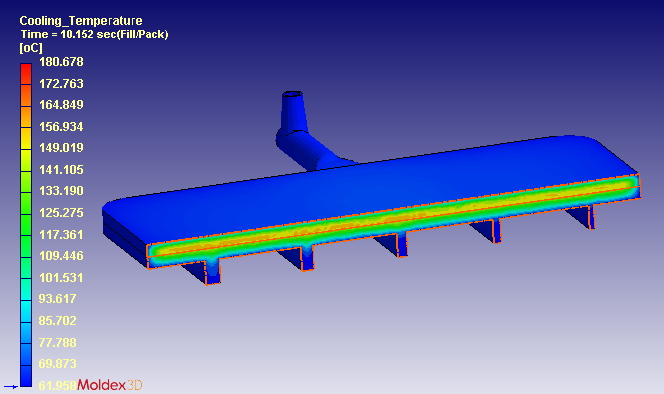
Fig. 6 The simulation result of the second shot provides detailed insights on the temperature evolution at the interface between the two shots.
The heat transfer from the melt in the second shot, combined with the presence of ribs, creates additional thermal mass at the mid-section of the first shot (Point 4 in Fig. 7) and at the interface between the two shots (Point 3, where the re-melting is observed).
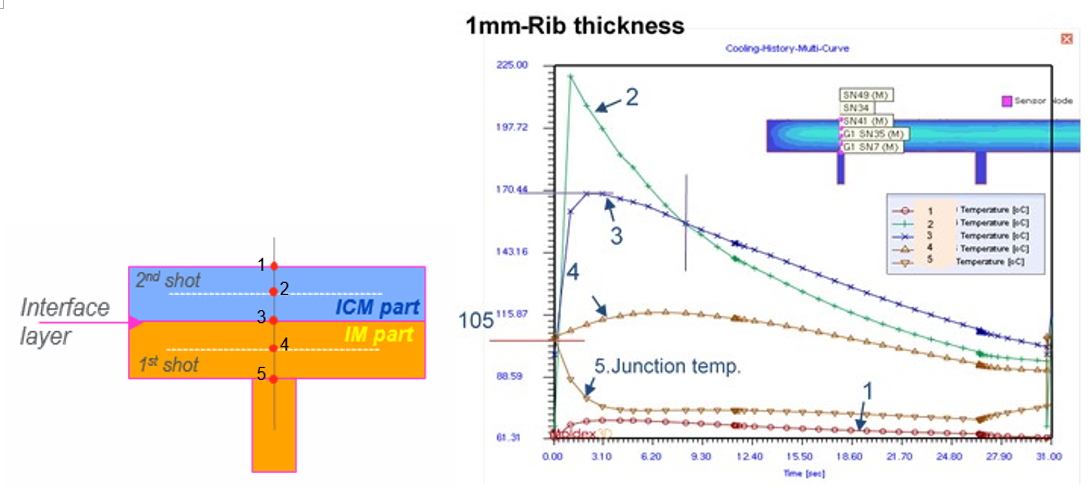
Fig. 7 The temperature evolution of the two-shot part
Results
Through Moldex3D, the detailed thermal history of the first shot seamlessly linked to the second shot. Moldex3D MCM module simulations offer insights into subtle phenomena in 2K-ICM that may not be assessed experimentally. These include the details related to the interface between the two shots such as localized re-melting in the first shot region and geometrical features that can impact the aesthetic properties and part warpage. Such simulations can be valuable for process optimization associated with 2K-ICM applications to reduce or eliminate part warpage and surface defects.