
Material Science Research Department.Jye Wang
In semicrystalline polymers, crystallization is a critical physical process that governs melt solidification and strongly influences flow behavior during injection molding. For amorphous polymers, viscosity evolution is primarily controlled by temperature. However, semicrystalline materials undergo a concurrent phase transformation in which ordered crystalline structures develop within the melt. This crystallization process introduces an additional structural constraint that fundamentally alters the rheological response; therefore, it must be explicitly considered in computer-aided engineering (CAE) simulations.
Polymer crystallization proceeds through nucleation and growth mechanisms that are highly sensitive to processing conditions such as cooling rate, pressure, and shear history. During injection molding, high shear rates and flow-induced molecular orientation enhance nucleation density, particularly near the mold wall.
The evolution of crystallinity induces a pronounced rheological shift that cannot be adequately captured by a purely temperature-dependent model such as the WLF equation. As crystallization progresses, crystalline structures restrict chain mobility in the amorphous phase, leading to a rapid increase in zero-shear-rate viscosity and viscoelastic relaxation times. This behavior results in time-temperature-crystallinity superposition[1], where crystallinity acts as an additional shift variable that accelerates the apparent melt solidification. Consequently, the zero-shear-rate viscosity can be described using the Modified Cross Model (4):
In this model, crystallinity has a highly nonlinear impact on viscosity. The crystalline-induced shifting is expressed as[2]:

The zero-shear-rate viscosity increases exponentially with increasing relative crystallinity, θ. Fig. 1 illustrates the relationship between the crystallization shift factor and the relative degree of crystallization, as governed by the material parameters a and b.
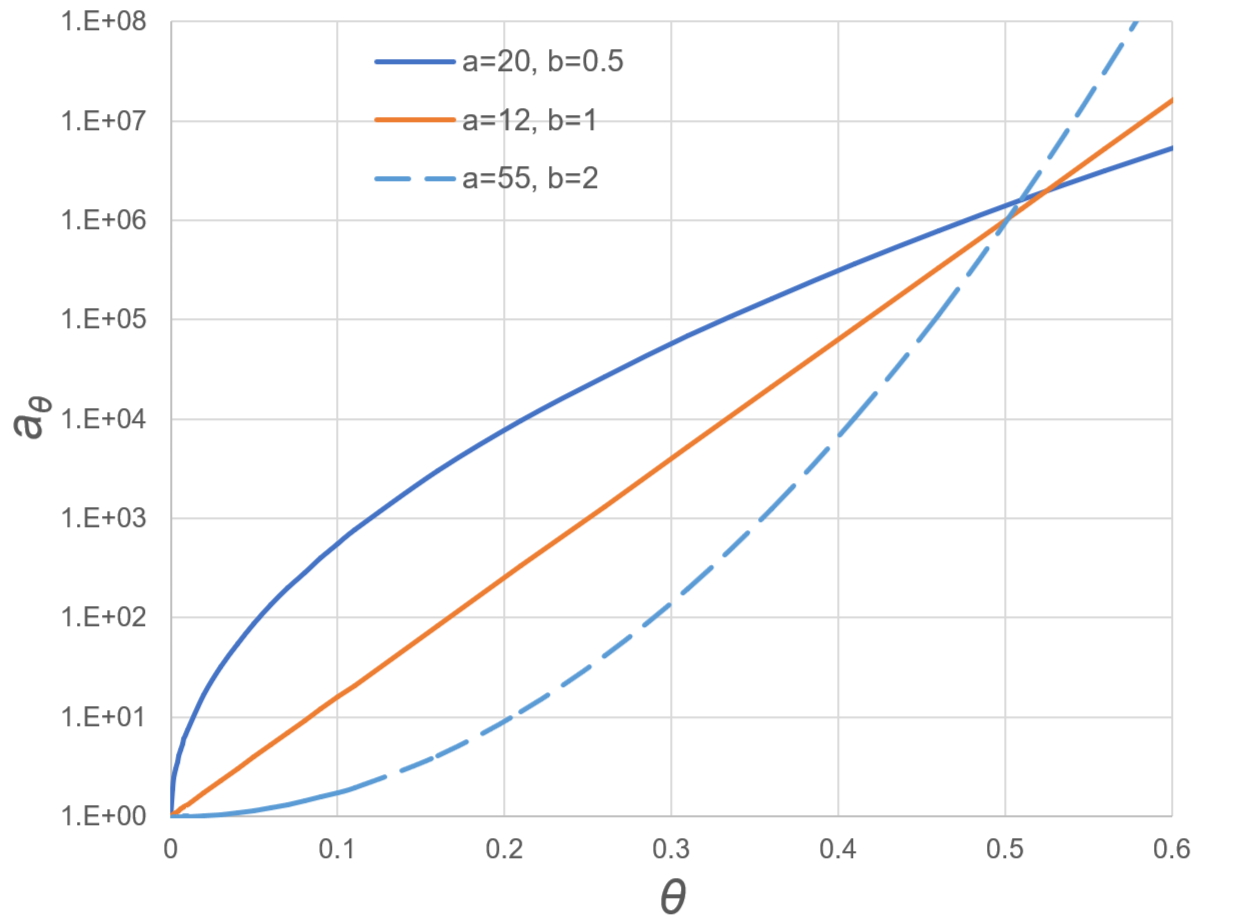
Fig. 1 Crystalline shift factor as a function of relative degree of crystallization.
Flow cessation during polymer processing is governed not only by temperature but also by crystallization kinetics, which can induce abrupt rheological transitions even at relatively high temperatures. Consequently, viscosity is strongly dependent on the process history, including temperature, pressure, shear rate, and crystallinity. Fig. 2 presents (a) crystalline kinetic and (b) crystalline dependent viscosity curves of polypropylene (PP) under various cooling rates. It shows that higher cooling rates shift the onset of rapid viscosity increase to lower temperatures, confirming the process-dependent nature of viscosity evolution.
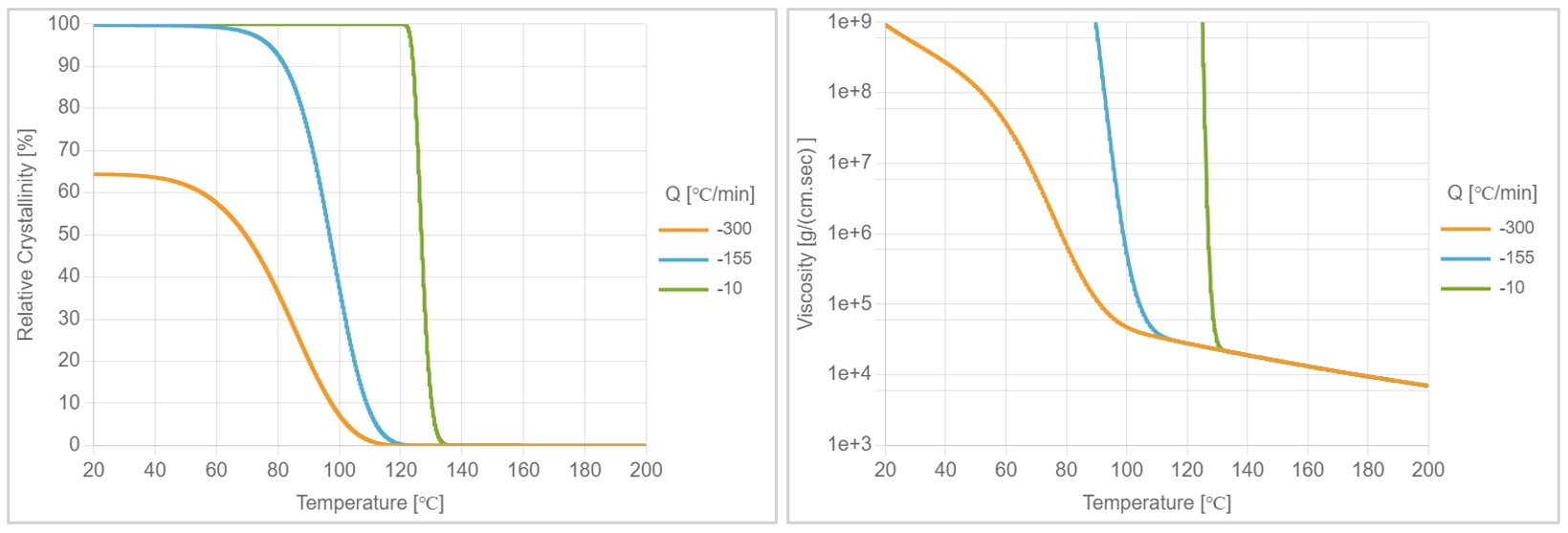
Fig. 2 (a) Relative crystallinity and (b) viscosity curve of polypropylene (PP) under various cooling rates.
The limitations of purely temperature-dependent viscosity models are evident near the freeze temperature. Different Williams–Landel–Ferry (WLF) extrapolations can produce substantially different viscosity predictions within the same temperature range. As shown in Fig. 3, within the measurable temperature range of 180°C-220 °C, WLF extrapolations (WLF-1, WLF-2, and WLF-3) result in markedly different viscosity predictions. For comparison, crystallinity-dependent viscosity curves obtained under three cooling rates are also plotted.
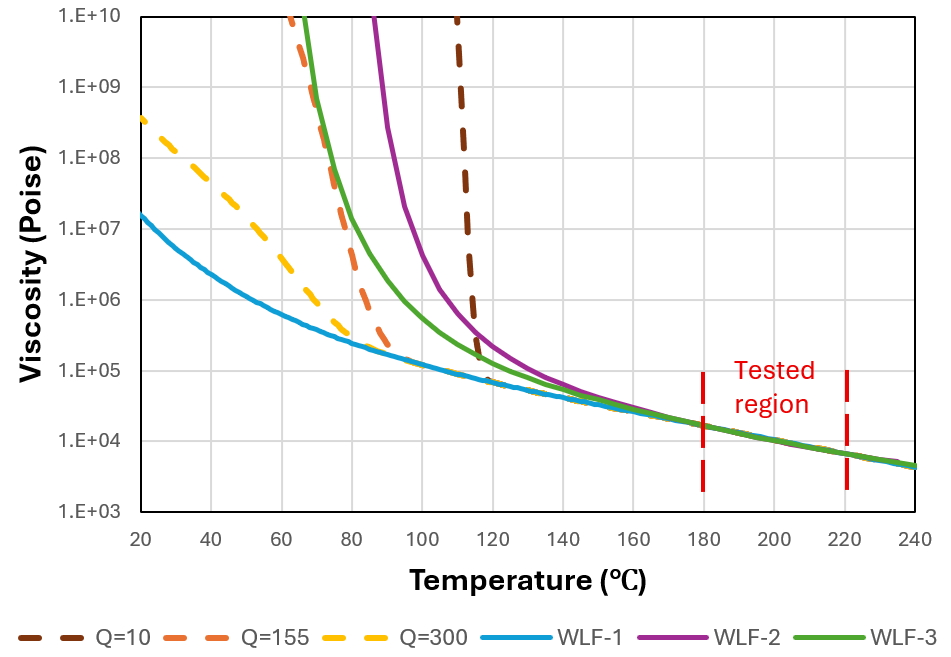
Fig. 3 Comparison between three different WLF-based models (solid lines) and crystallinity-dependent viscosity curves under three different cooling rates (dashed lines).
Injection molding pressure validation for a thin (1.5 mm) plate mold further demonstrates that WLF-based models may under- or overestimate nozzle pressure, particularly at low injection speeds. In contrast, the temperature–crystallinity-dependent viscosity model shows improved agreement with experimental pressure data across a wide range of injection speeds, as illustrated in Fig. 4.
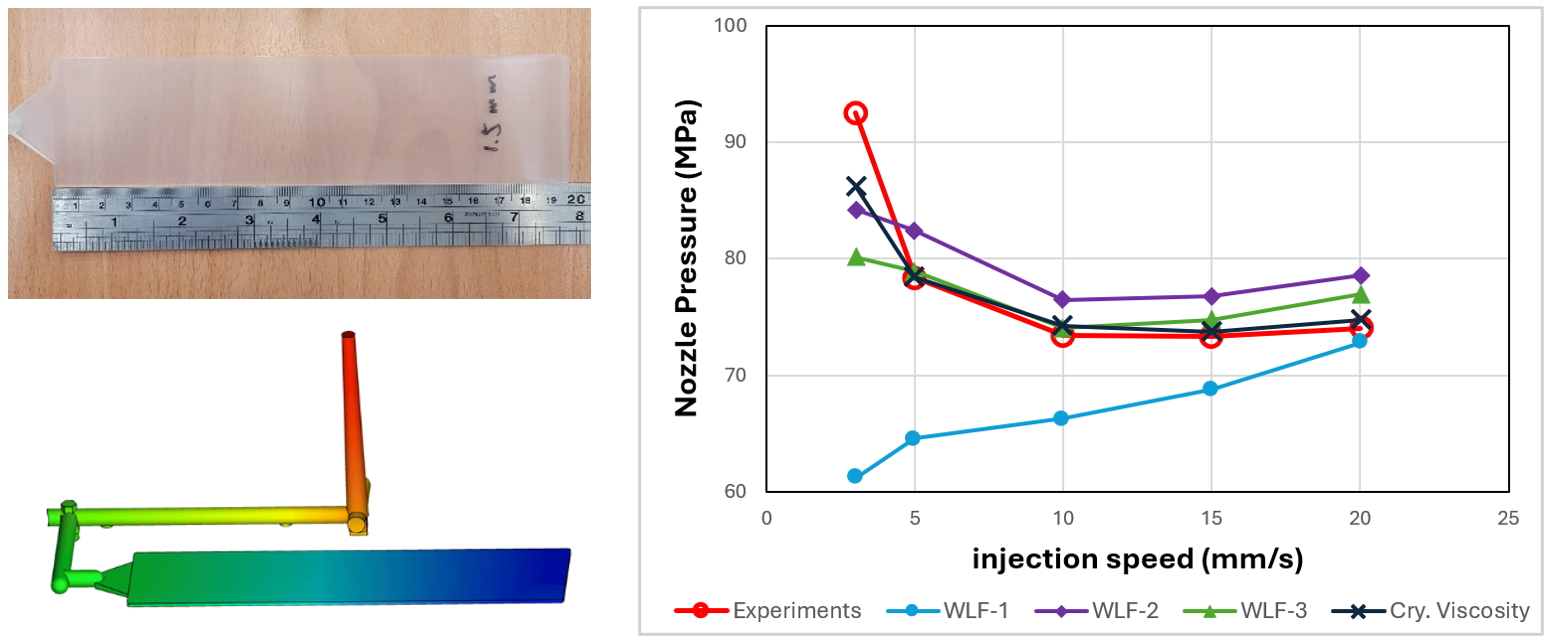 Fig. 4 Nozzle pressure at different injection speeds (1.5 mm plate mold).
Fig. 4 Nozzle pressure at different injection speeds (1.5 mm plate mold).
This improvement is especially pronounced at low injection speeds, where longer residence times lead to higher crystallinity and lower melt temperatures, resulting in significantly increased viscosity and injection pressure. Because different injection speeds generate distinct thermal and pressure histories, a process-dependent viscosity model is essential for accurate pressure prediction. Fig. 5 presents the averaged crystallinity and averaged temperature under various injection speeds. As the injection speed increases, the melt temperature rises while the degree of crystallinity decreases, providing a broad range for validating the viscosity model.
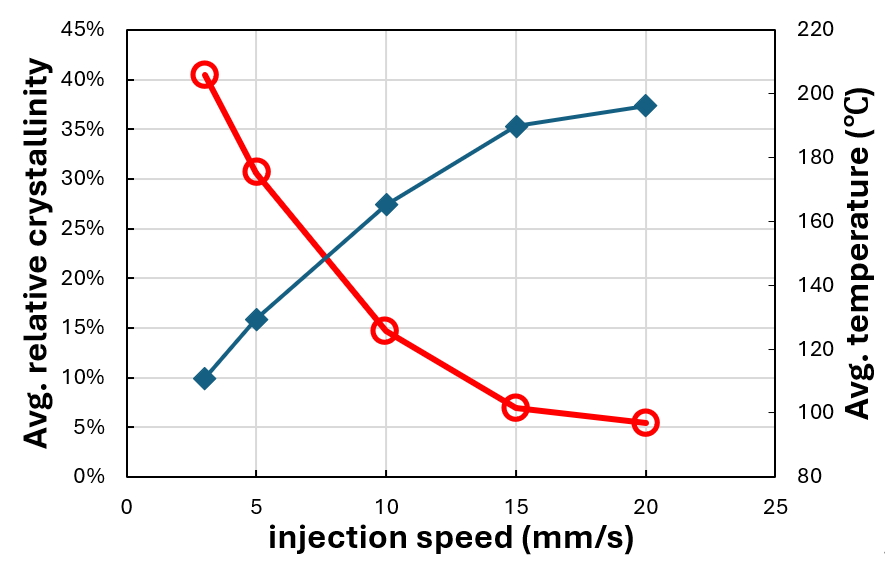
Fig. 5 Average relative degree of crystallinity and average melt temperature at the V/P.
For semicrystalline polymers, CAE simulations require viscosity models that couple crystallization kinetics with rheological evolution. The Modified Cross Model (4) provides a physically grounded framework for capturing process-history-dependent behavior and enables more accurate predictions of flow, pressure development, and solidification during injection molding. The viscosity of Modified Cross Model (4) reflects the process history by incorporating the crystalline kinetics, thereby providing improved accuracy across a wide range of injection speeds.
In injection molding, the temperature and pressure histories vary spatially within the molded part. Consequently, the temperature at which viscosity increases sharply due to crystallization is location-dependent rather than uniform. As a result, describing the viscosity behavior in the medium- to low-temperature range using a WLF-type temperature dependence alone can lead to significant prediction errors, particularly in regions where crystallization dominates flow cessation.
For semicrystalline polymers, using material models that couple crystallization kinetics with viscosity evolution, such as the Modified Cross Model (4), is recommended. This approach ensures realistic simulation of solidification behavior and processing outcomes.