
In the past decade, the microcellular foaming process when applied to the reciprocal injection molding process has been well developed. Furthermore, the MuCell® process is the most well-known patented commercial process. This processing technology is widely used in automotive, consumer electronics, and other industrial applications. The practice of blending supercritical fluids with molten polymers in the plasticizing stage followed by a complicated cell nucleation and growing mechanism in the filling stage reduces product weight without compromising mechanical properties. Moreover, mechanical properties like impact resistance are normally enhanced. However, a thin-walled product is limited in the usage of this technology. To overcome this challenge, the core-back technique has been proposed. The core-back technique, also known as breathing mold technology, displays the opposite action of injection compression molding in regard to mold movement. During the injection procedure, the cavity is initially fully-filled, and then foaming happens during the drawback movement on the core side of mold, as illustrated in Fig. 1. Earlier, this technology was used to improve the surface quality of microcellular injection molded parts. Today, this application has been extended more to decrease the density of microcellular foaming parts, and therefore increases the usability of the microcellular injection molding process. Moreover, molded parts with open-cell foams can be used in this process in order to offer some specific features, such as high permeability, osmosis, sound adsorption and dampening.
In order to achieve good surface quality, the mold is controlled to move back when the skin layer is formed at the proper thickness and the core is still hot and soft enough for foaming. The quality of the molded part depends on the cell structure and is controlled not only by choosing proper molding process conditions, but also by the delay time, core-back speed and core-back distance.
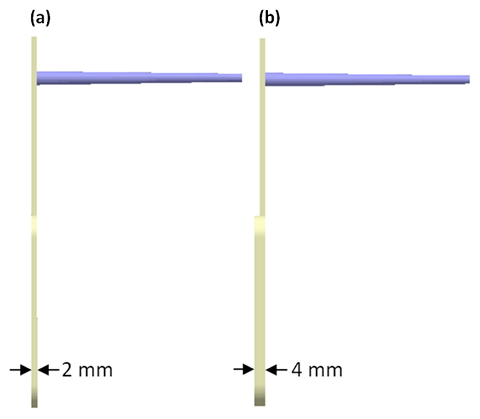 Fig. 1 (a) Before core-back; (b) After core-back
Fig. 1 (a) Before core-back; (b) After core-back
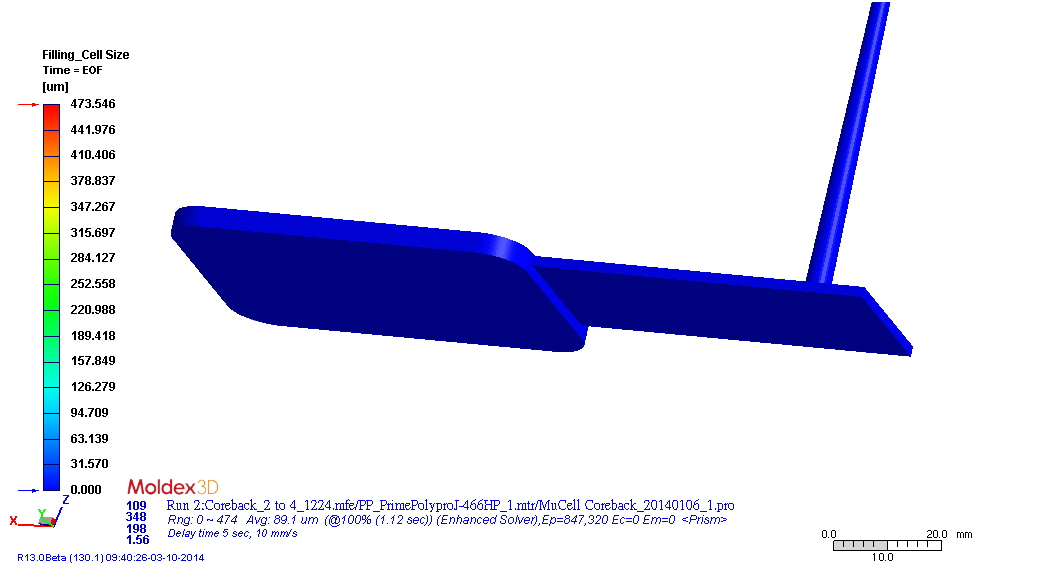 Fig. 2 Cell size is zero on the part’s surface
Fig. 2 Cell size is zero on the part’s surface
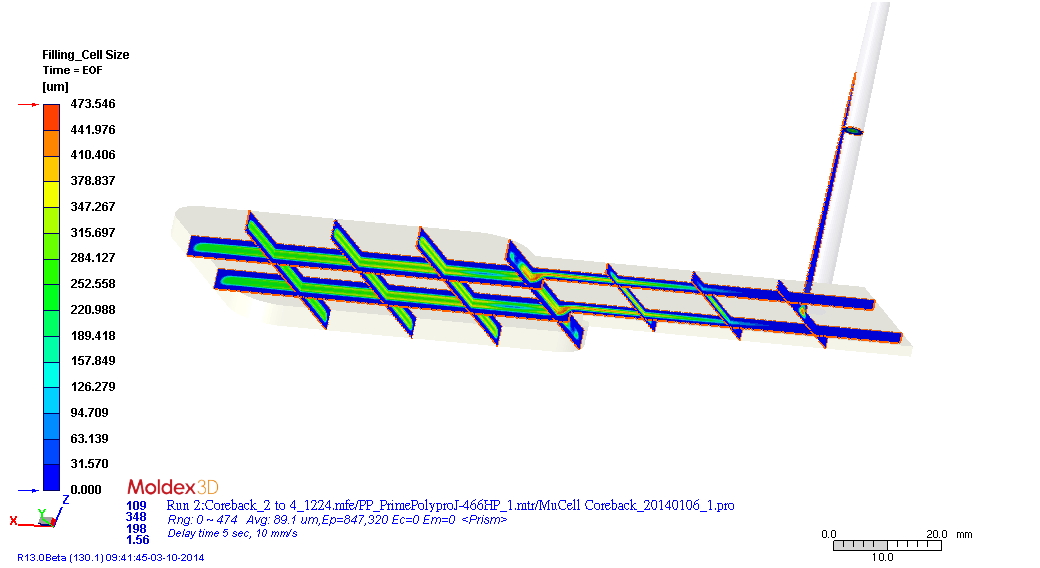 Fig. 3 Cell size distribution inside molded part
Fig. 3 Cell size distribution inside molded part
Tool design and process optimization in the core-back technique is complicated. It is necessary to preform simulation validation to prevent mistakes. To get a better understanding on the best practices for validation, former microcellular foaming simulation with experimental validation can be found in technical papers in Moldex3D website.
Moldex3D MuCell® offers the best solution in determining the cell nucleation and cell growth in the foaming process since Moldex3D R11 was released. The core-back feature is added to enhance the foaming simulation in Moldex3D R13.
With Moldex3D’s latest technology in microcellular injection molding simulation, designers and molders can gain better insight into cell structure control in the foaming process, and further improve their process design and product quality. For more information regarding microcellular injection molding and case studies, please go to our website www.moldex3d.com to learn about our exciting new simulation technology.