
Ben Lai, Engineer at Technical Support Team, Moldex3D

- Customer: LITE-ON TECHNOLOGY CORPORATION
- Region: Taiwan
- Industry: Photonic components and essential electronic modules, offering products extensively applicable in various sectors including cloud computing, automotive electronics, optoelectronics, LED lighting, smart healthcare, information, communication technology and consumer electronics.
- Solution: Flow
LITEON Technology was founded in 1975.The vision of LITEON Technology is to be the “Best Partner in Optoelectronic, Eco-Friendly and Intelligent Technology”. LITEON Technology focuses on the development of core photonic supplements and essential electronic components and is committed to building mass production advantages through resource integration and management optimization. LITEON offers products that are used in a broad range of applications, such as computers, communications, consumer electronics, automotive electronics, LED lighting, cloud computing and smart healthcare. Among these, its products include optoelectronic products, information technology, storage devices, etc., all of which are in the leading position in the world.
For over four decades, LITEON Technology has been dedicated to establishing a competitive advantage in mass production. Through the optimal resource integration and management of diverse product portfolios, the company has achieved high-quality revenue growth and profitability. In recent years, LITEON Technology has created a new wave of LITEON ‘s operational growth momentum and has been actively developed from the information and communication industry to cloud computing, automotive electronics, intelligent manufacturing, 5G+AIoT and other fields. In times of great change and challenges, LITEON Technology expects that LITEON continues to use its existing advantages of a world-class company and has become the best partner for global customers seeking innovation, and application in Optoelectronic, and intelligent technologies development.
Executive Summary
Moldex3D has effectively integrated various materials and different sizes of mold cavities, planned the configurations of cold and hot runners, and optimized the weld line. In the initial design stage, we conducted problem analysis and verification to assess the feasibility of products and molds.
This approach not only avoids the traditional trial and error method but also, with the assistance and integration of the automation team, enables the automation process such as product assembly after injection, reducing the need for manual force in the later assembly stages.
Challenges
Currently, the challenge lies in the need to share a set of molds among products of different sizes. We must overcome the following problems:flow imbalance, stress marks at the gate, appearance of weld lines on large-sized buttons, product size variation and deformation problems.
Solutions
- Moldex3D Studio BLM can effectively assess shear heating in the solid mesh layers
- The application of Moldex3D allows for precise control of the runner diameter to configurate runners, and accurate predict the required material temperature.
Benefits
- Evaluate the feasibility of products and molds design
- Solve the problem of flow imbalance
- Solve the problem of weld lines in the appearance
Case Study
Currently, the key layout of notebook keyboards is divided into four language families: US, UK, BZ, and JP. Taking HP as an example, the areas circled in red represent the differences in key layouts for each language system.
Therefore, in terms of the development of a model, buttons of different sizes will require various mold sets with different numbers of mold cavities. Tasks like this will lead to challenges in mold management and necessitate multiple groups of workers to frequently perform upper die, shut die, lower die, die change.
Secondly, the subsequent manual assembly requires a lot of manpower to press and assemble one by one, which is not cost-effective. Therefore, it is necessary to combine injection molding with a complete set of product molds (family mold) and automate the assembly process to reduce the costs of labor and machine costs.
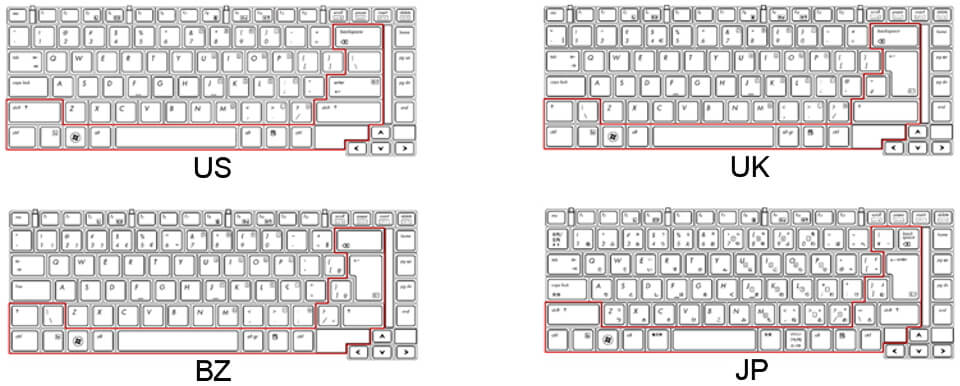
Fig.1 Differences in the size of keyboard keys among different language families (highlighted in the red frame)
The complete set of product molds (family mold) needs to accurately account for the flow imbalance caused by shear heating, and the customer requires the use of different materials to produce products. Mold filling analysis can not only reduce the cost of actual testing but also facilitate the verification of design changes for problem improvement. That can greatly reduce the cost of mold development and mold trials.
Moldex3D can test and predict the flow situation of different materials and provide designers and manufacturers to evaluate the feasibility of using different materials in the same set of molds; Moldex3D Studio BLM can effectively assess shear heating at the solid mesh layers, control the runner diameter , configurate runners, and accurately predict the required material temperature and mold temperature, etc., to avoid molding problems such as unbalanced flow, weld lines.
First, we conducted a test to verify whether different materials can share the same set of molds. (Figure 2 shows a viscosity versus shear rate chart for different materials.) We can find that the viscosity between the four materials is very different, but after analyzing the different materials separately, we can find that the flow behavior, injection pressure and clamping force have similar results. This implies that the four materials can be produced using the same machine and mold.
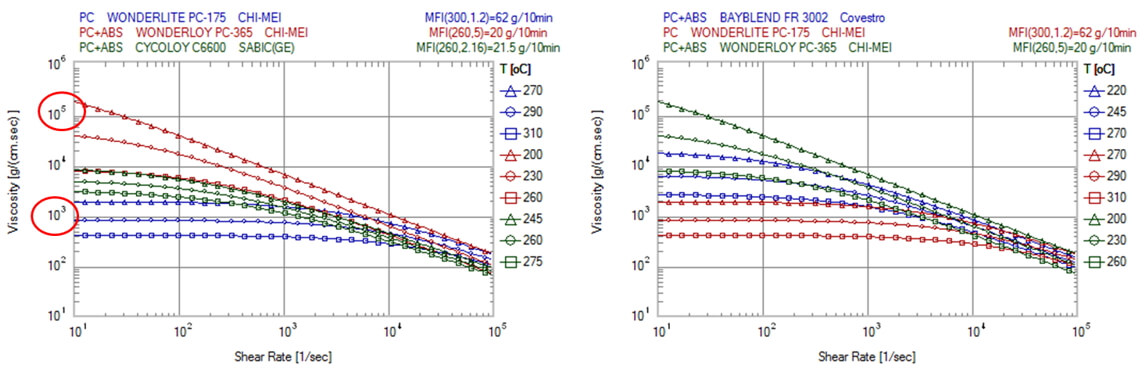
Fig.2 Viscosity comparison diagram of different materials
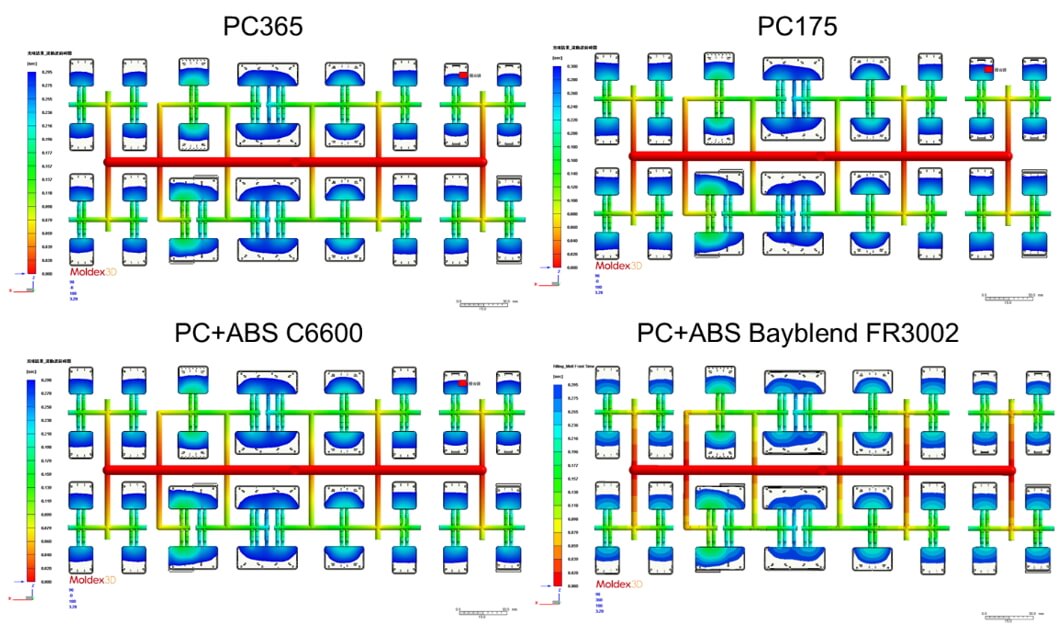
Fig.3 Melt Flow Front diagram of different materials (80%)
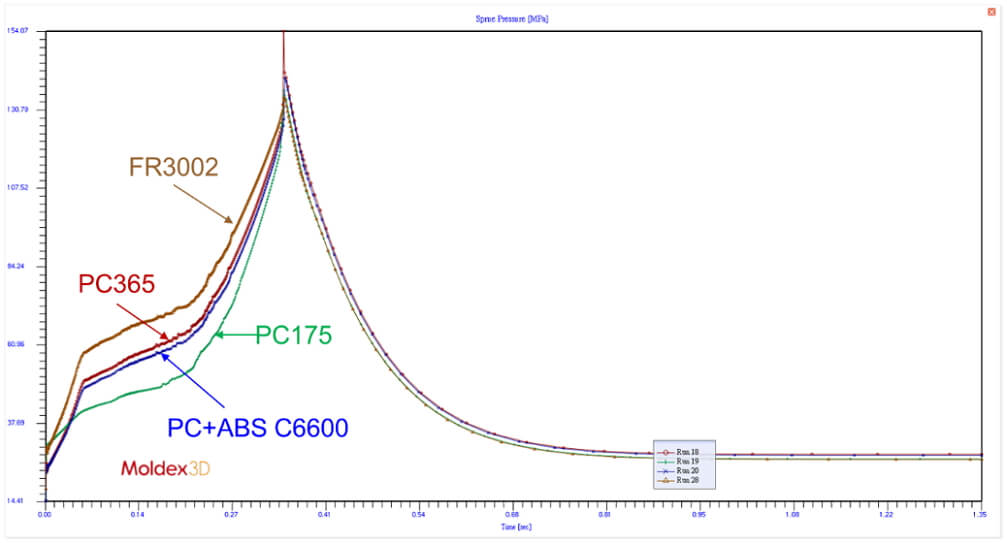
Fig.4 Diagram of gate pressure curves for different materials
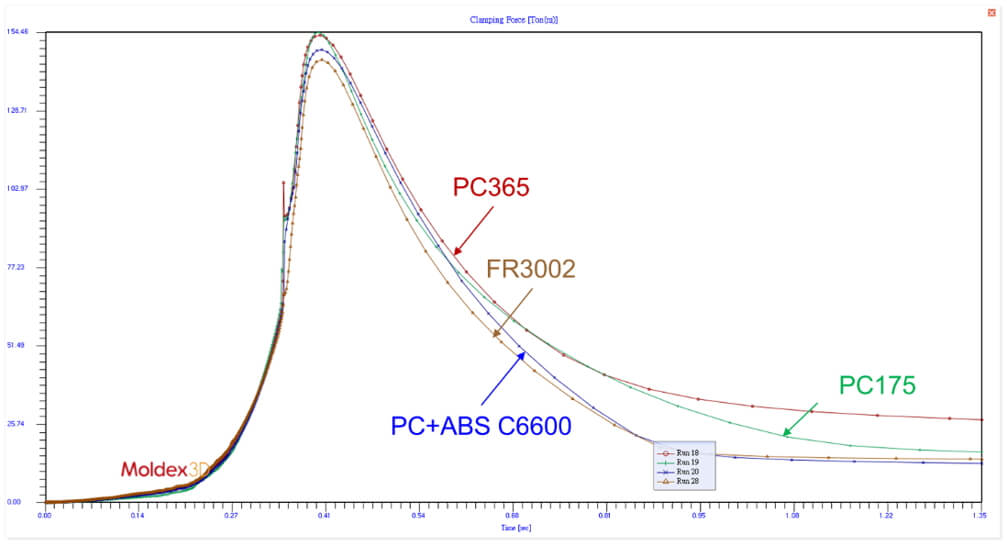
Fig.5 Diagram of clamping force curve for different materials
Next, we conducted a flow balance analysis of the complete set of product molds (family mold). In the industry, when designing runners for the complete set of product molds, fishbone runners and double gate of designs are commonly used(Figure 6). However, these designs will bring about problems of flow imbalance and hesitation. Therefore, through Moldex3D analysis, we need to promptly adjust the size of the runner, the position of the gate, and the number of gates to achieve the design of flow balance. Figure 7 represents an original design and Figure 8 depicts an optimized design The cover is a confidential, undisclosed part). When the filling ratio of the original design reaches 42%, the first row of smaller cavities has been filled, but the rest of the cavities remain unfilled. This will lead to excessive packing pressure in some cavities and increasing the likelihood of flash problems. For the group with the optimal design, when the filling ratio is 70%, all the cavities have more balanced filling behavior than the original design, indicating that the optimal design can solve the problem of flow imbalance. The optimal design not only improves the number of weld lines (Figure 9), shear stress distribution (Figure 10), and reduces gate pressure (Figure 11), but it also reduces production complexity.
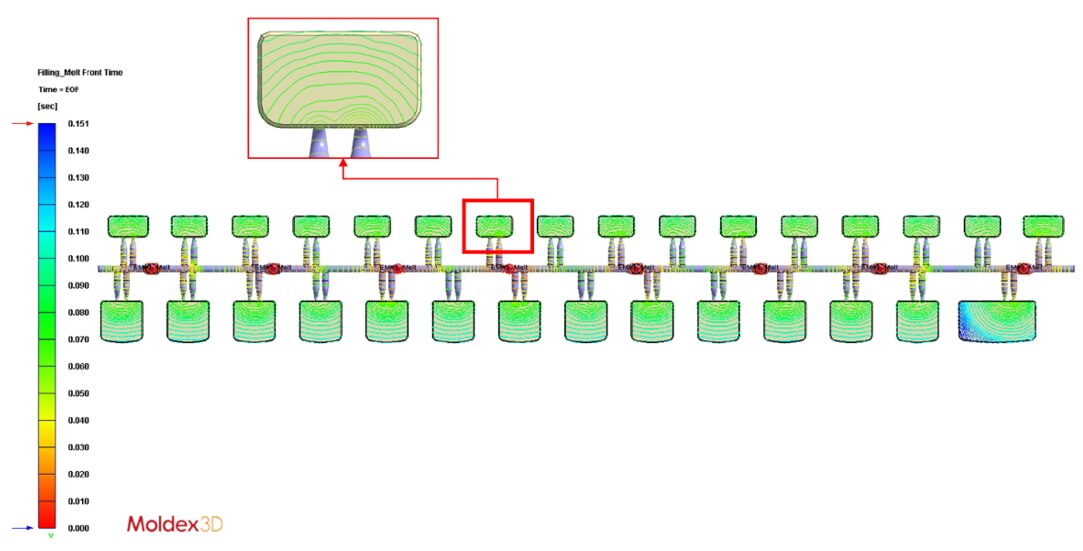
Fig.6 Design of fishbone runners and double gates
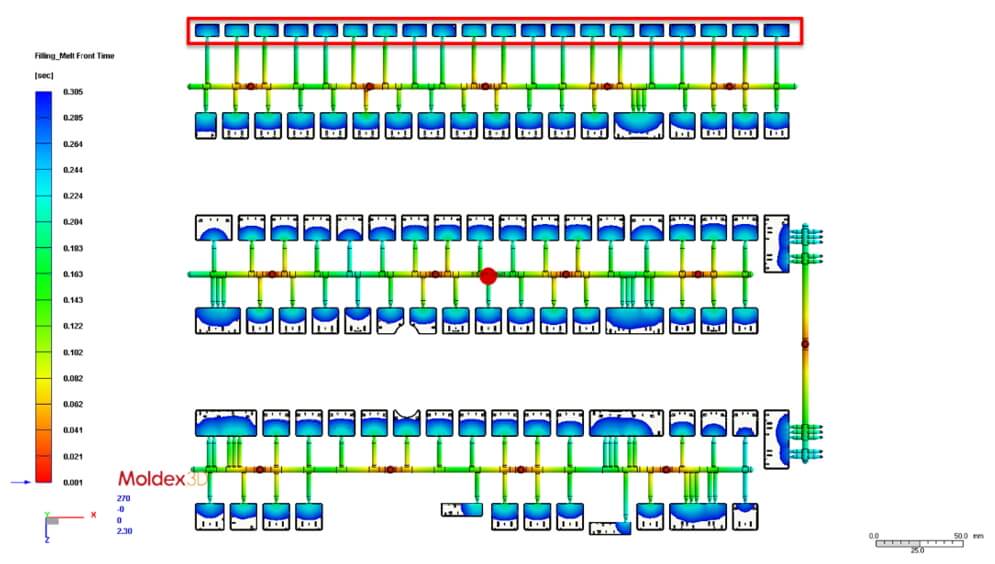
Fig.7 Original design (filling ratio 42%)
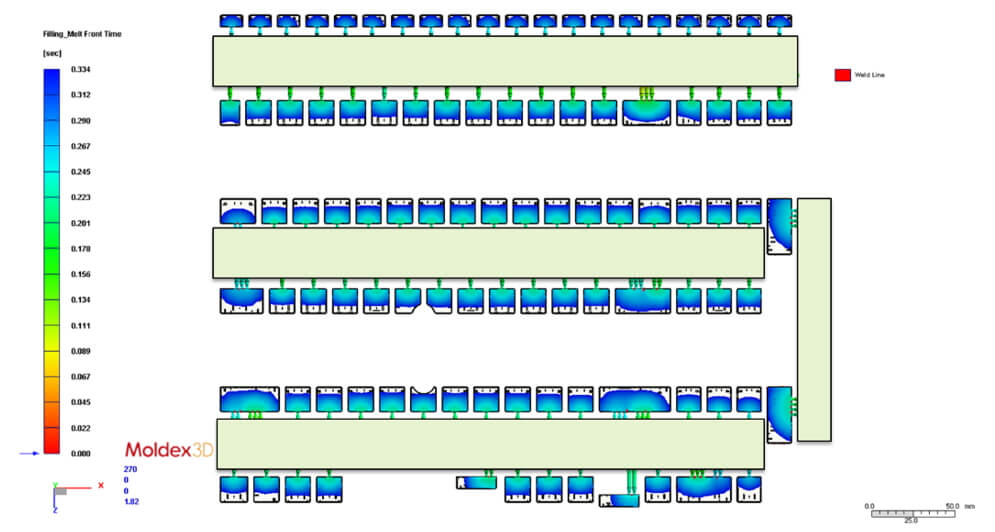
Fig.8 Optimal design (filling ratio 70%)
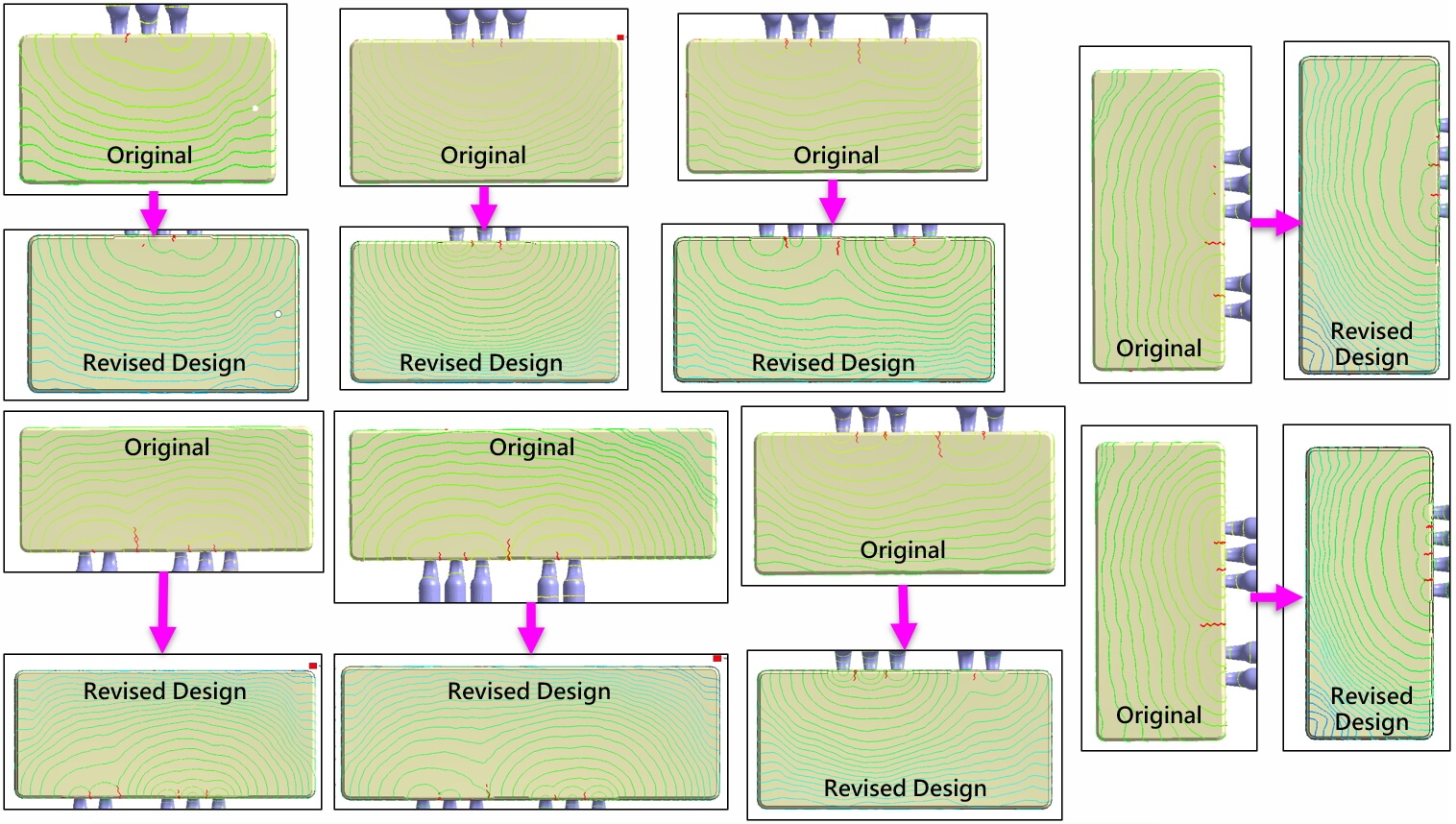
Fig.9 Comparison diagram of weld line comparison before and after design changes
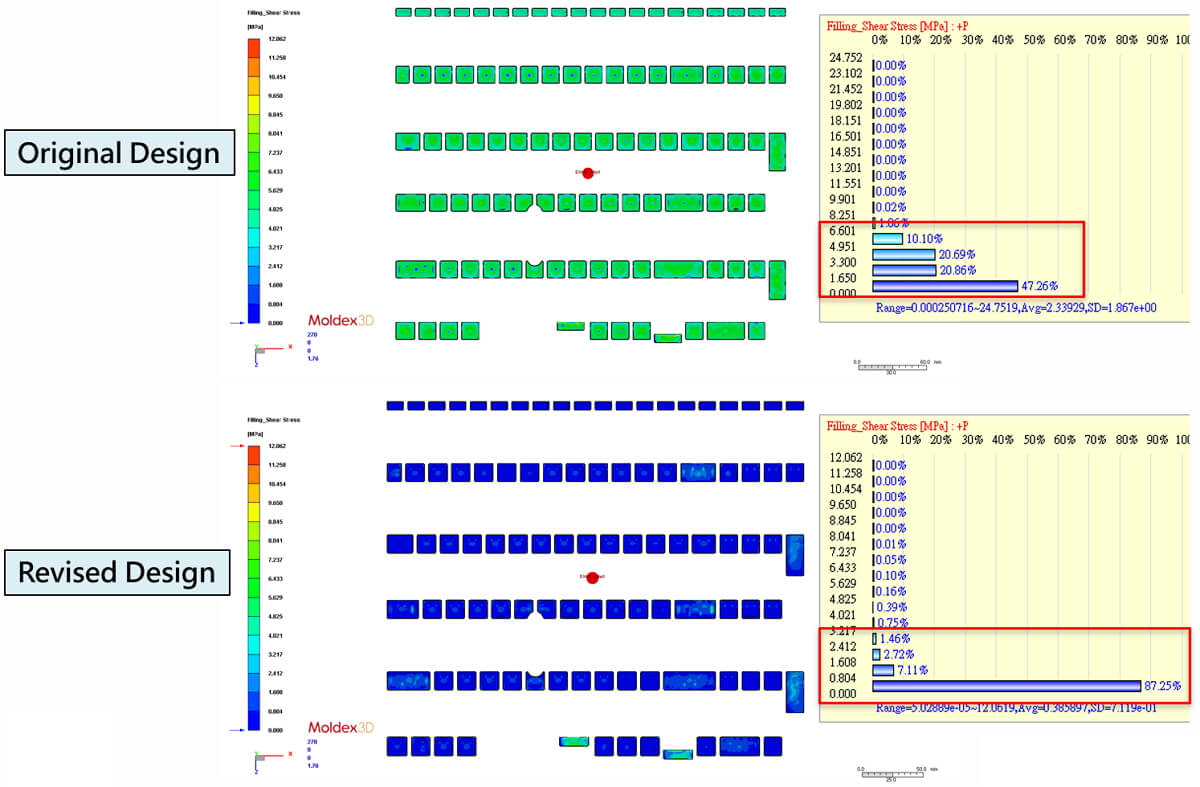
Fig.10 Diagram comparing shear stress before and after design changes
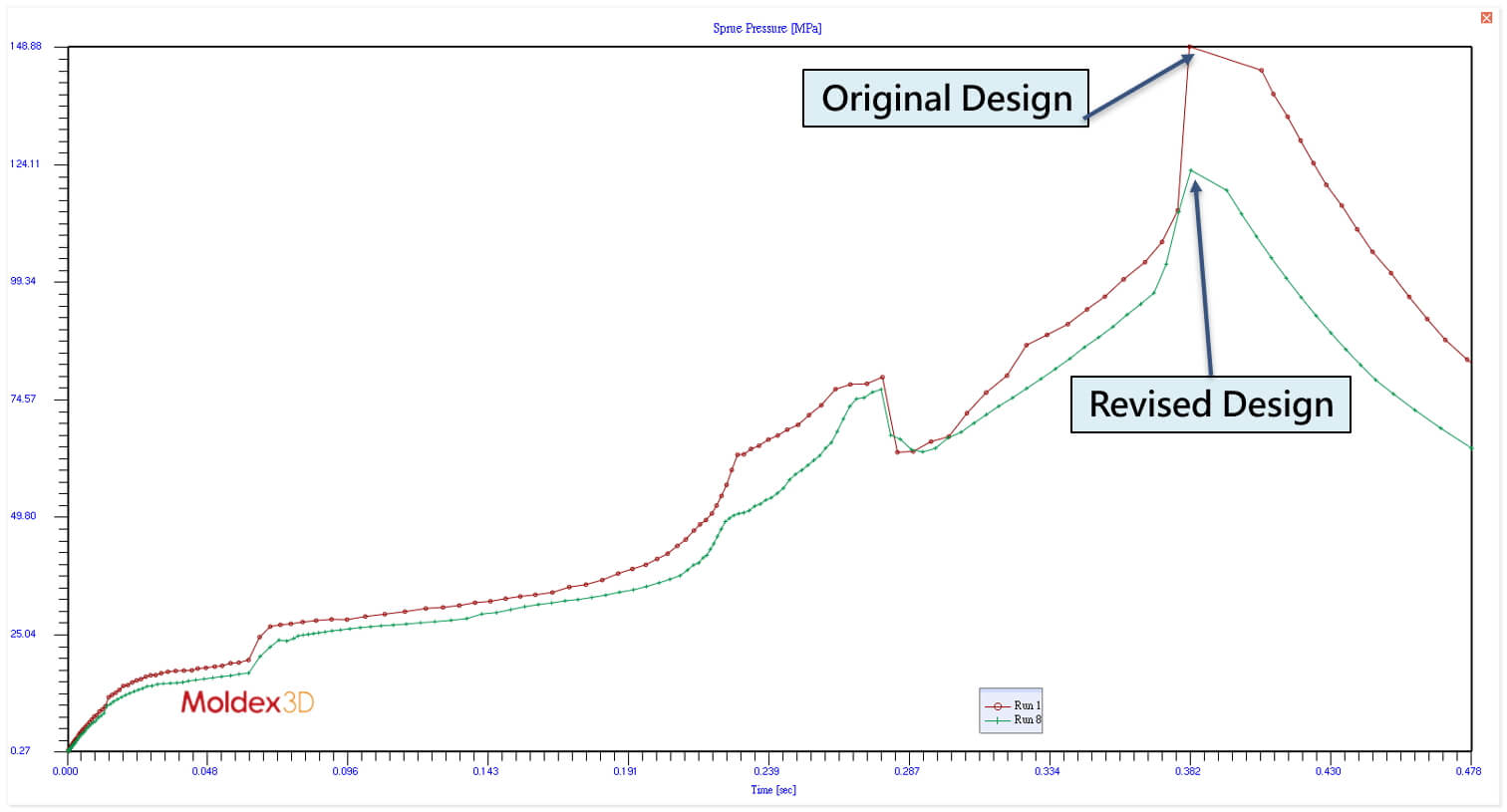
Fig. 11 Comparison diagram of gate pressure curves before and after design changes
Results
The research results indicate that conveniently modifying the cold runner design with Moldex3D can effectively improve product flow balance and address overall gate hesitation issues. Additionally, maintaining uniform packing pressure has been proven effective in reducing flash problems. Due to the improvement in flow balance, the injection pressure has also decreased from 148MPa to around 120MPa, effectively reducing the required clamping force. Consequently, it is even possible to reduce the machine tonnage from the original 350 tons to 250 tons.
Furthermore, using Moldex3D in the initial design phase has eliminated issues associated with excessively long weld lines, which previously resulted in noticeable cosmetic defects and weaker pull strength. This enhancement improved both appearance and bonding strength.