


- Customer: Acer
- Region: Taiwan
- Industry: Electronics
- Solution: Moldex3D eDesign / Expert Module
- View PDF Version
Executive Summary
Over the past few years, there has been a trend towards lighter and thinner tablets. Fiber reinforcement materials (PC+GF) and proper product design are the key factors to reducing weight while maintaining the desired product strength and stiffness. In-mold Roller (IMR) process is often used to decorate tablet products; however, possible defects such as ink wash-out and stress marks tend to occur in the IMR process. Acer used Moldex3D DOE (Design of Experiment) analysis to examine possible defects and achieve optimum gate design and process conditions.
Challenges
- Ink wash-out on the thin-wall injection molded base case (Fig. 1)
- Visible stress marks around the gate
- Stringent requirement for thickness (not exceeding 0.8mm)
 Fig.1 The ink wash-out problem on the base case
Fig.1 The ink wash-out problem on the base case
Solutions
Utilizing Moldex3D DOE to achieve optimum gate design and process conditions.
Benefits
- Identify the best gate type to reduce shear stress and avoid ink wash-out
- Reduce the wall thickness significantly by 48%
- Reduce product weight by 40%
Case Study
The objective of this case is to solve the ink wash-out and stress marks in an ultra slim tablet. Through Moldex3D analysis, Acer identified high shear stress in the design. (Fig.3).
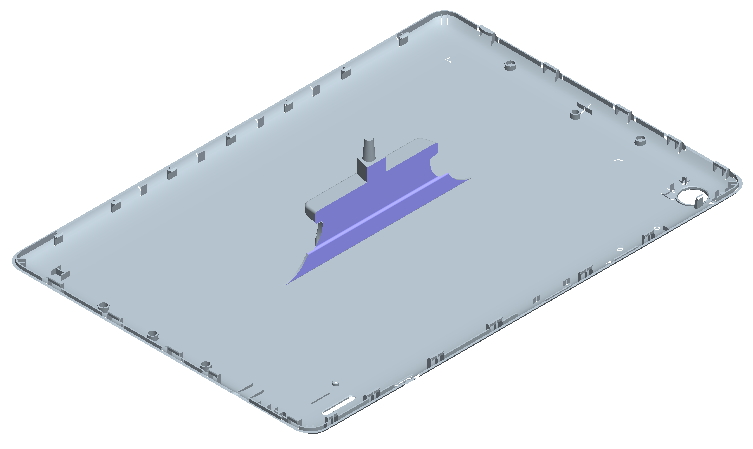 Fig.2 The original gate design
Fig.2 The original gate design
Acer set 11 sensor nodes on the gate (Fig. 3) and ran Moldex3D Flow analysis to check the shear rate of the sensors and compared it with the experimental results and they showed that the problematic areas have higher shear rate. Therefore, shear rate analysis results might serve as an indicator and can help minimize ink wash out.
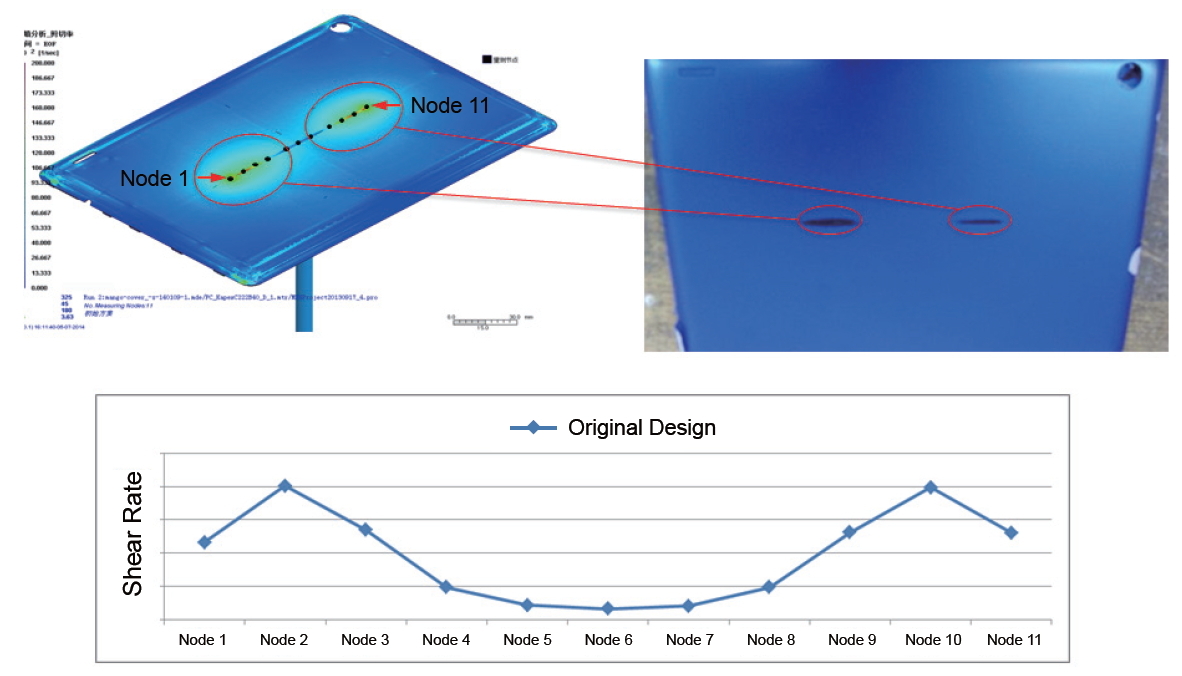
Fig.3 The shear rate result of the original design during the filling process
In order to reduce the shear stress developed across the gate and the mold cavity, Acer designed 7 sets of gates with different dimensions and locations and ran Moldex3D Flow analysis. After comparing the shear rate results, 4 designs were chosen as the optimal process designs.
Secondly, Acer performed Moldex3D DOE analysis to analyze the different types of meshes and gates in the 4 chosen designs, then set two quality factors: the shear rate and sprue pressure during the filling as smaller-the-better. Based on the Taguchi method, four control factors and four levels were selected for analyzing Signal/Noise (S/N) ratio (Table 1).
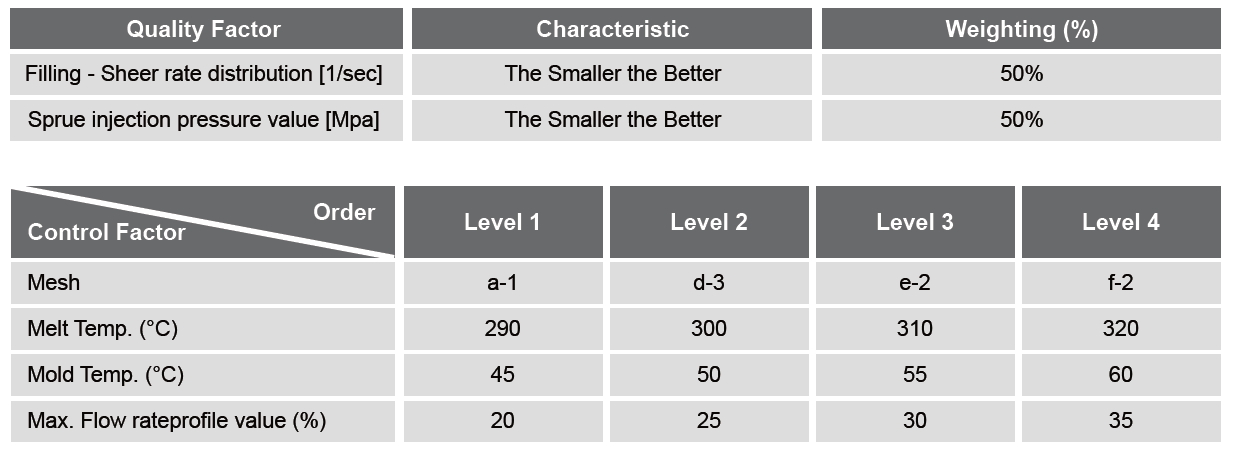 Table 1 The DOE method analysis data of the quality factors and the control factors
Table 1 The DOE method analysis data of the quality factors and the control factors
According to the simulation results shown in Fig. 4 and Fig. 5, the S/N ratios indicate that the melt temperature and the flow rate are the main control factors of the ink wash-out problem.
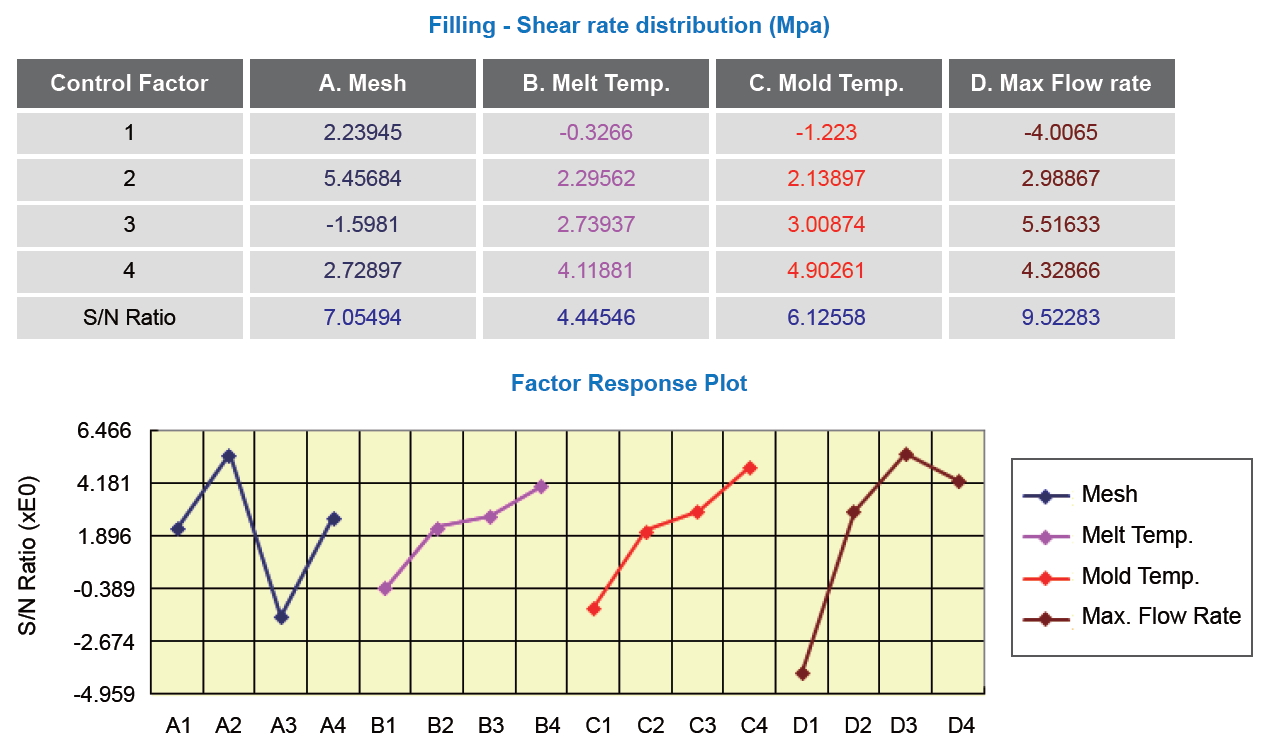 Fig. 4 The S/N Ratio data of shear rate distribution at filling stage
Fig. 4 The S/N Ratio data of shear rate distribution at filling stage
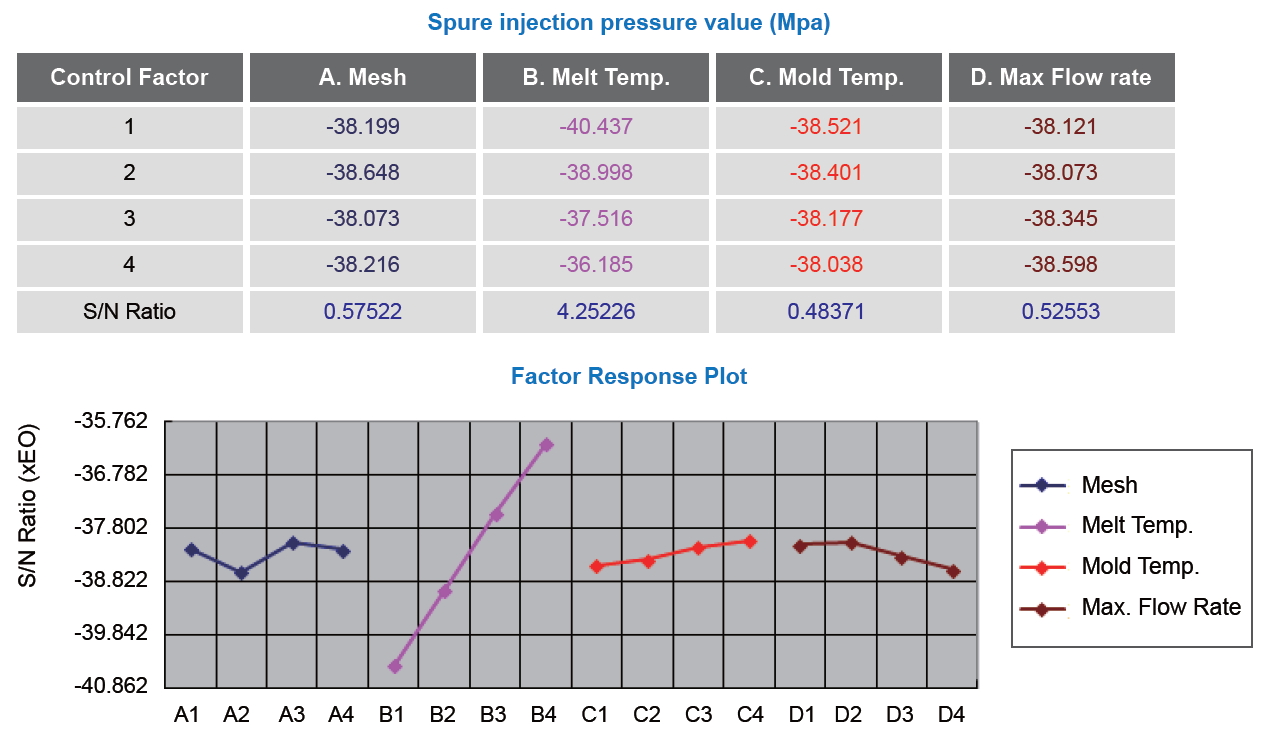 Fig. 5 The S/N Ratio data of sprue injection pressure at filling stage
Fig. 5 The S/N Ratio data of sprue injection pressure at filling stage
Moldex3D Expert also helped identify the best run, which consists of the optimum processing parameters (Fig. 6). By comparing the best and the worst run, Acer found that in the worst run, the shear rate curve of the gate area is very steep while the curve of the best run is relatively smooth (Fig. 7). Based on the analysis results, Acer changed the gate design and then reworked the design, successfully solving the ink wash-out problem (Fig. 8).
 Fig. 6 The worst and best design run comparison
Fig. 6 The worst and best design run comparison
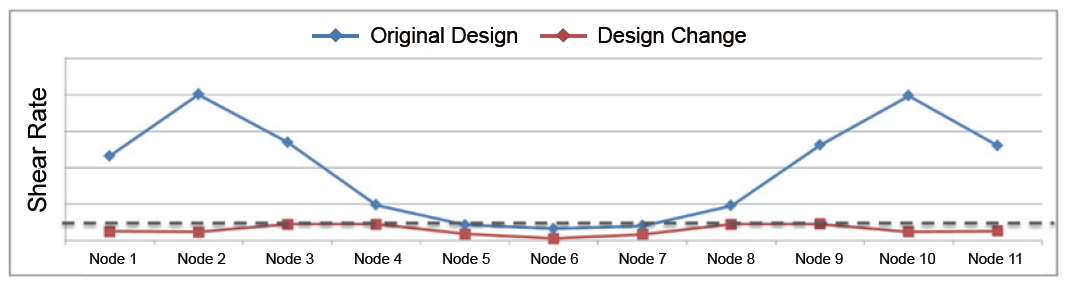
Fig. 7 Comparison of shear rate curves between the best design and the worst one.
 Fig. 8 The ink wash-out problem has been successfully reduced
Fig. 8 The ink wash-out problem has been successfully reduced
Results
Moldex3D’s virtual molding technology helped Acer obtain optimal mold designs in the shortest time possible. The thickness of the base case of the tablet has been reduced from 1.3~1.55mm to 0.8~0.95mm. The product weight has been reduced by 24%~40%, and the product thickness has been reduced 26.9%~48.4%. With the help of Moldex3D solutions, Acer is able to cut costly mistakes and gain a competitive advantage.