
By reducing costs and vehicle weight, long fiber reinforced thermoplastics continue to grow in the automotive industry, Reinforcements added to plastics result in a composite material having greatly improved mechanical properties. The injection molding process is the most common processing technique used to manufacture fiber reinforced thermoplastic products. Fiber breakage occurs during processing. The fiber length has a strong effect on the mechanical properties, strength, stiffness, and impact. Some benefits of long fiber products, such as better mechanical properties, better impact resistance, and enhanced creep performance, have been reported. This length reduction decreases the reinforcement efficiency of the fibers. However, screw-induced attribution in fiber length is more unpredictable than mold filling.
A poorly controlled plastication processes may result in a 50% reduction in length, i.e. from 10 to 5 mm on average. The hardest-hit factor is the impact strength of the product. Most of the long-fiber applied industry, i.e. automotive and consumer electronics rely on this largely improved impact absorbance to protect precious personnel or circuit components inside. This is why predicting fiber length reduction in the screw section is vital for designers.
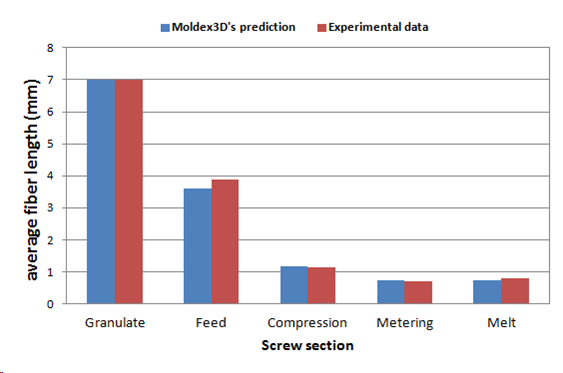
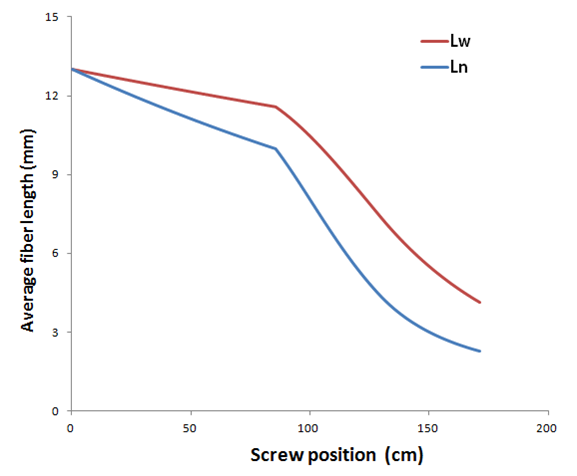
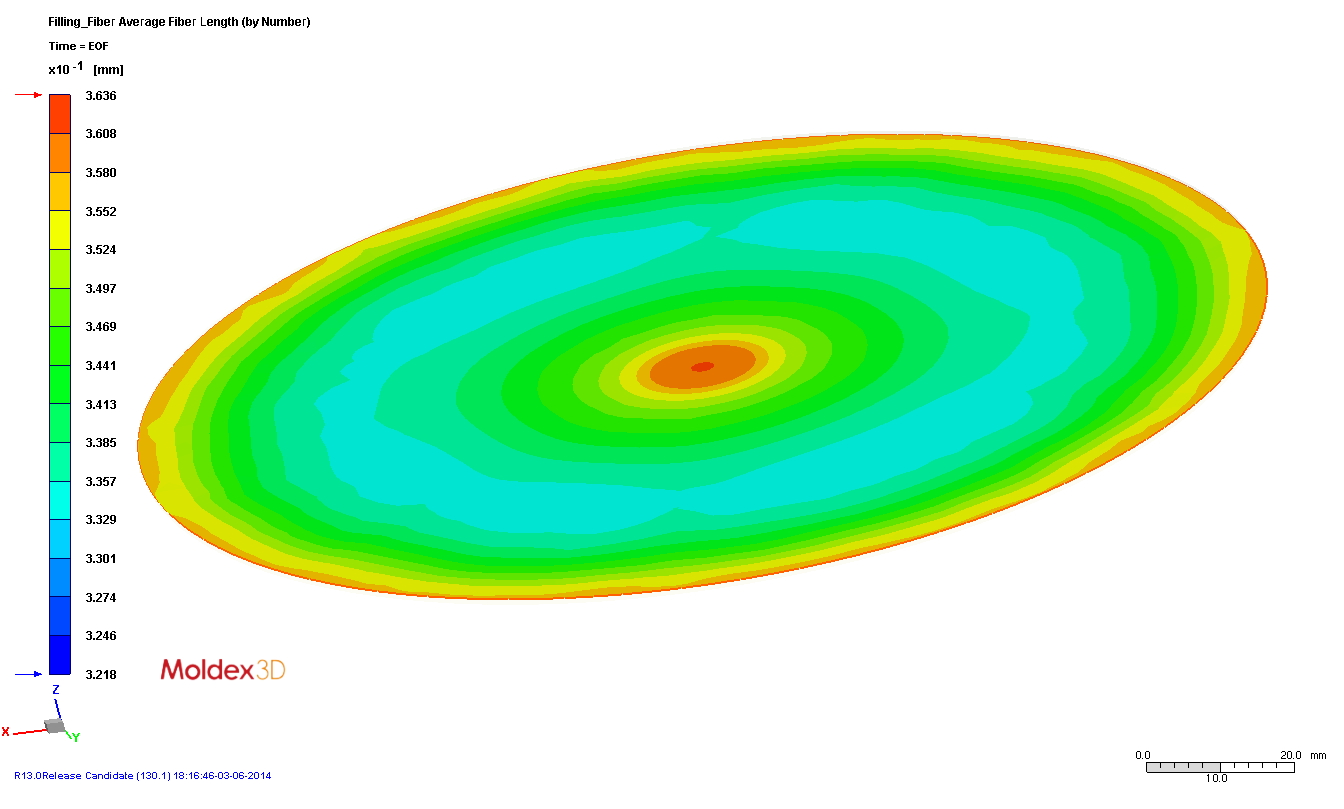
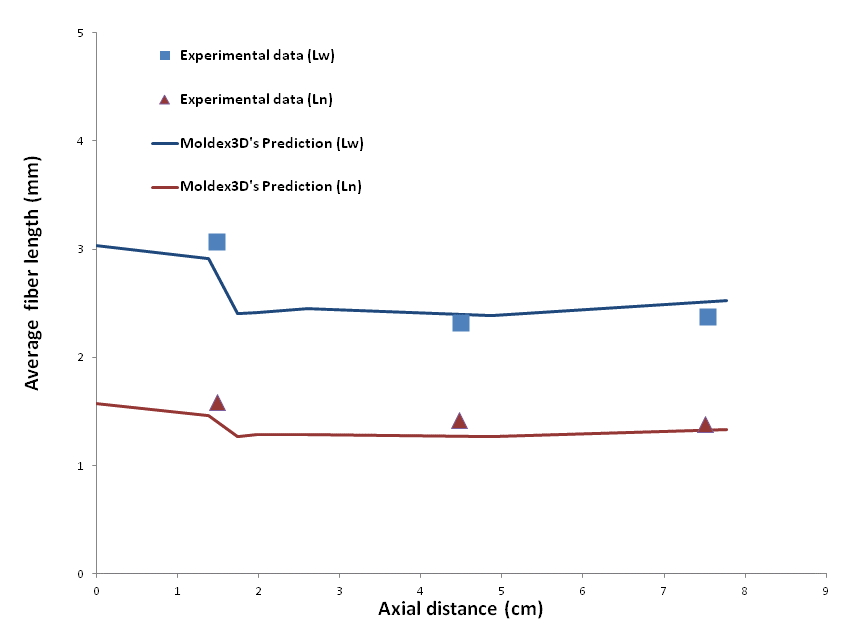
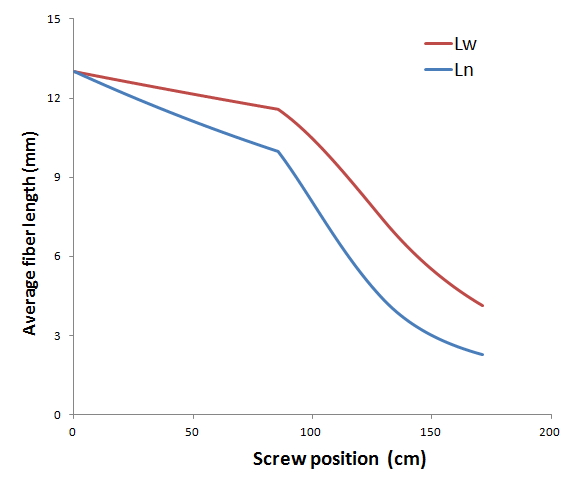
Considering the initial 13 mm fiber length for the center-gate disk mold filling system, Moldex3D Fiber module can evaluate a major problem of long fiber length attrition (shown in Fig. 1). Because of processing from the screw, flowing through the gate, and entering to the part, two length units are usually used, number-average length (Ln) and weight-average length (Lw). During both screw and filling stages, users can obtain the fiber length distributions (shown in Fig. 2 and Fig. 3, respectively). A good quantitative agreement between the experiment data and the Moldex3D prediction is demonstrated below (shown in Fig. 4). It is helpful for fiber reinforced thermoplastic industrial fabrication.
{kind=link}