
A look at two cases demonstrating the value of CAE software at the pre-tooling stage
3D printing and Rapid Prototyping (RP) are not new concepts in the manufacturing world. With more and more price-friendly 3D printers available, self-manufacturing is not a dream anymore. However, for most products, tooling is still irreplaceable. The concept of RP has been applied on conformal cooling manufacturing for nearly two decades. Laser sintering is able to manufacture any arbitrary shape of cooling channels which follow the contours of the surface; this can help reduce cycle time and create higher quality parts.
Problems
Besides laser sintering, there are still other ways to make conformal cooling channels, such as vacuum brazing and CNC machining. Among them, laser sintering can achieve the highest design flexibility. However, it is also the most expensive one. There are also some disadvantages of the laser sintering method. For example, the mold plate can deflect due to high energy from laser diode. The pipe surface can be too rough, which makes water clog more easily. Others challenges—like sintering dimension and material limitation—have been greatly improved, making laser sintering more applicable to conformal cooling manufacturing.
Product Defects
By changing the cooling design to make it closely follow the contours of a part, the temperature distribution will become more uniform and heat/cold spots can be eliminated. This can minimize heat-induced product defects such as residual stress, warpage, void, sink mark, and etc.
Product defects are often highly related to its design. For example, if a product has ribs, it is highly possible to sink at the opposite side of the ribs. If the cooling rate is too fast, voids can occur instead of sink marks. Despite the complexity of product defects for various reasons, conformal cooling can still help to minimize the overall warpage—if properly designed. Here we will examine two common defects—sink marks and warpage—and how conformal cooling can solve them.
Do I Need Conformal Cooling?
Most understand that conformal cooling offers many advantages. Owing to the high cost, conformal cooling has not gained popularity among industries. One frequently asked question is: “Do I really need conformal cooling”? It is always the ROI issue.
Generally speaking, two types of products are suitable for conformal cooling: products of cup/box-shaped and of large curvature variation. Another important concern is product thickness. Since plastic is a poor conductor of heat, if the part is too thick, the cycle time reduction may not be able to compensate for the cost of sintered part.
Furthermore, how much warp can be improved if conformal cooling is applied? We should have the answer before the mold is built, but how? An efficient way is using CAE software to simulate. The following two cases can demonstrate the value of CAE and how it can contribute at the early pre-tooling stage.
Sink Marks
The first case is a drill cover, and the average thickness of the part is 3 mm. The product contour is perfect for using conformal cooling. At the red circled areas, sink marks will occur if the cooling time is not sufficient (see Figure 1 and 2). For a baffle design, it takes 30 seconds to avoid sink marks at the core side (see Figure 3). If the conformal cooling channel is applied, it only needs 20 seconds to prevent this type of problem (see Figure 4).
 Fig. 1 & 2 Red circled areas show the sink mark problem of the drill cover
Fig. 1 & 2 Red circled areas show the sink mark problem of the drill cover
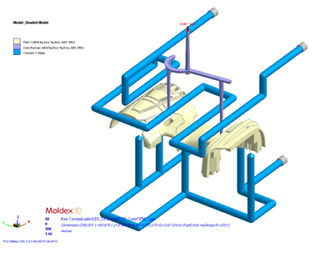
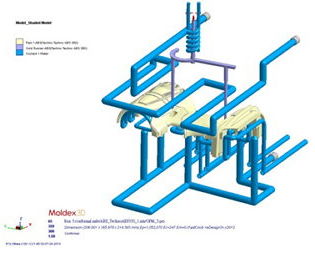
Fig. 3 Traditional baffle cooling channel design Fig. 4 Conformal cooling channel design
Through simulation, the effect of conformal coolling can be easily identified. Figure 5 shows the comparison of temperature distribution between the baffle (left) and conformal (right) design. The two designs were set at the same temprature range. The core side temperature of the conformal design is much lower than the baffle one since additional conformal channels were applied. The maximum sink mark location (see Figure 6) from the simulation result exactly matched the real world molded part.
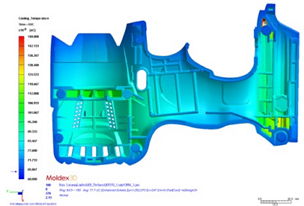
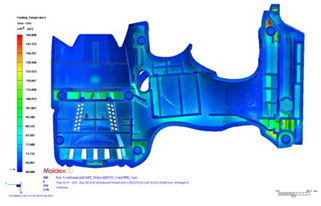
Fig. 5 The comparison of temperature distribution between the baffle (left) and conformal (right) design
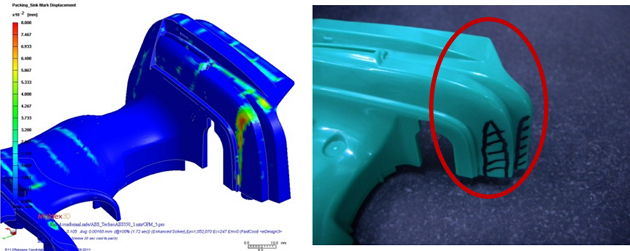 Fig. 6 Moldex3D simulation analysis identifies the maximum sink mark location
Fig. 6 Moldex3D simulation analysis identifies the maximum sink mark location
which correlates well with the real-life molding result
Warpage
The second case is a digital camera cover (see Figure 7). This product will have a severe warpage problem if baffles are only applied at the core side (see Figure 8). If additional conformal cooling channels are applied (see Figure 9), the warpage can be improved significantly (see Figure 10).
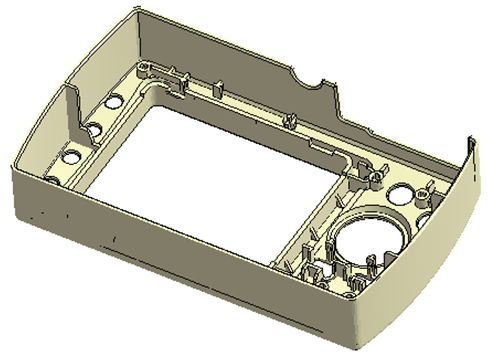
Fig. 7 Digital camera cover
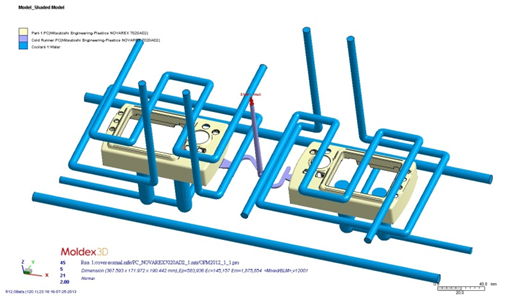 Fig. 8 Baffle cooling design
Fig. 8 Baffle cooling design
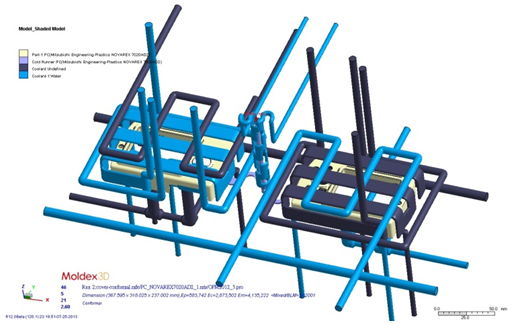 Fig. 9 Applying conformal cooling design
Fig. 9 Applying conformal cooling design
In this case, with conformal cooling channels, not only warpage can be improved, cooling time can also be shortened by 30 percent (from 13 seconds to 9 seconds).
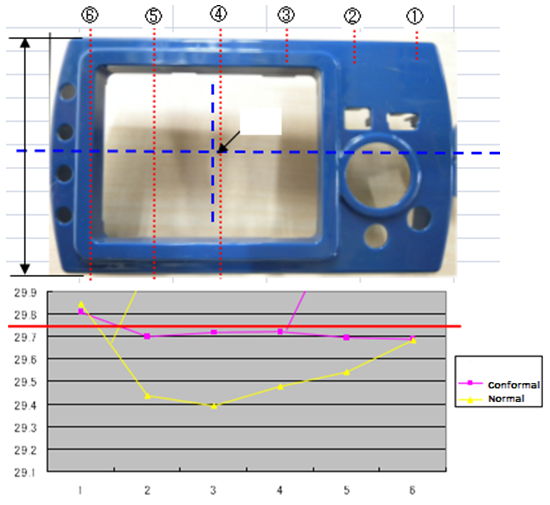 Fig. 10 Warpage has been significantly reduced
Fig. 10 Warpage has been significantly reduced
Summary
Conformal cooling has two major advantages in injection molding: (1) to improve cycle time and (2) to enhance product quality. Laser sintering is the major manufacturing method for building conformal cooling channels. To better estimate its ROI, the use of scientific tools is necessary. The two real cases has demonstrated the positive effects of conformal cooling channels in reducing sink marks, warpage, and cooling time and that CAE technology can effectively simulate these benefits.
Acknowledgements
We’d like to thank OPM Laboratory Co., Ltd. Japan for sharing these cases and providing detailed experimental data that made the validation study possible.