
- Customer: FARPLAS A.S.
- Country: Turkey
- Industry: Automotive
- Solution: Moldex3D eDesign Package / Moldex3D MCM Module
- View PDF Version
Executive Summary
This study examines the filling analyses of PP+GF30 and ethylene propylene diene monomer (EPDM), consecutively. It is particularly difficult to work with this multi-shot injection molding. Glass fiber must be oriented along the flow direction, influencing the part deformation. If the distorted piece cannot be fitted accurately while being inserted to the other compartment, EPDM filling cannot be performed. Another problem is the inability to fill a fine-layered EPDM onto PP+GF30 in a full balanced manner. Several analyses on a gasoline tank casing mold have been performed in Moldex3D. The results help to foresee the potential issues and save time for proper modifications, accordingly.
Challenges
- Undesirable deformation after PP+GF30 filling
- Correct gate locations and cross-section of the passage for EPDM filling
- Sufficient EPDM filling amount to compensate the quantity and the interval of the hot runner as well
Solutions
Moldex3D can help to obtain correct design modifications, which result in smaller warpage in the first filling (PP+GF30) and good filling behavior without short shot in the second filling (EPDM); its high mesh level option also leads to closer results (nearly 100% accurate) between simulation and experiment.
Benefits
Product Quality Improvement:
- Reduce total displacement of PP+GF30 filling
- Achieve short-shot-free EPDM filling
- Obtain close-to-100% accuracy between simulation and experimental results of warpage and filling behavior
- Save the required time to finish the design modifications as well as production cycle time and development costs
Case Study
The objective is to solve the problems in multi-shot injection molding of PP+GF30 and EPDM in which the warpage resulted from the first filling (PP+GF30) should be minimized to a certain level to avoid any mismatch when the part is inserted to the other compartment for the second filling, and the cavity of the second filling (EPDM) should be properly designed to ensure a complete filling.
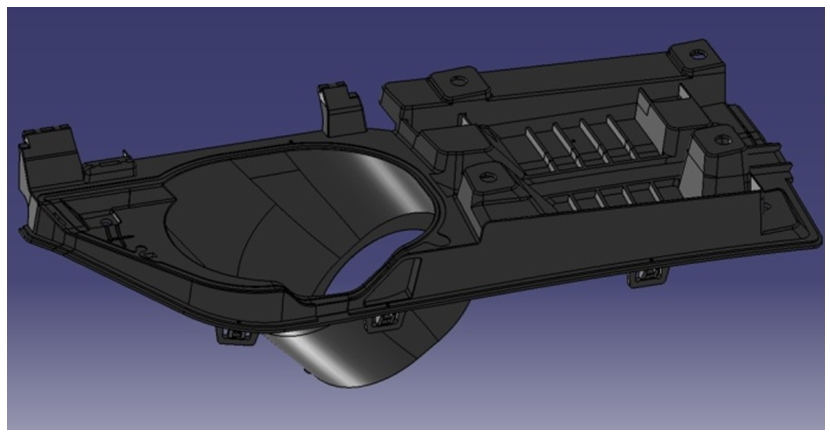
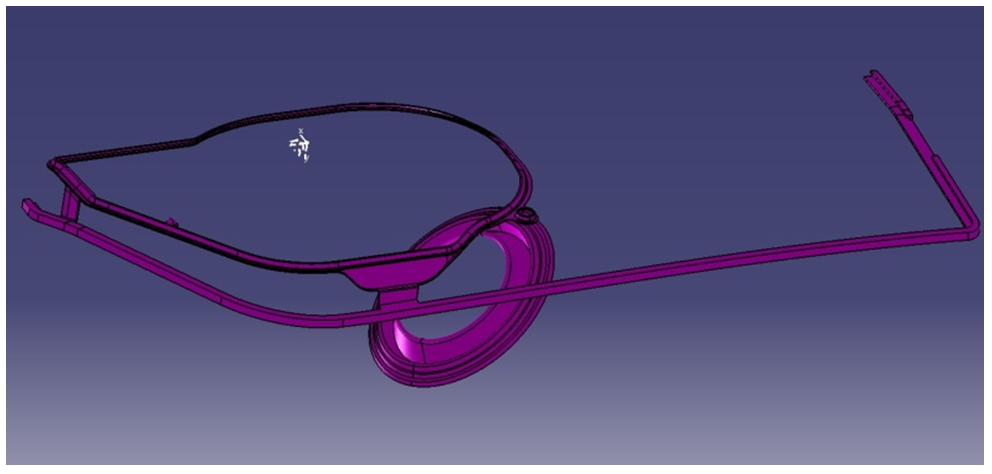
In this case, Moldex3D was first utilized before commencing the mold design of the first filling in order to initially obtain the right design with acceptable part deformation. Then, the analysis of the second filling was carried out, while the first mold design was underway. Finally, the mold design of the second filling referred to the modified one after the short-shot problem had been overcome through the simulation analysis. Moldex3D detected the two critical issues for this case: warpage problems from the first filling and incomplete filling from the second filling. The design modifications for the cavity of the first filling comprised the addition of ribs at certain regions to support part rigidity and the removal of some particular regions to promote more uniform wall thickness. (Fig. 1) As the supporting ribs were added, the warpage from the first filling was reduced. (Fig. 2)
 |
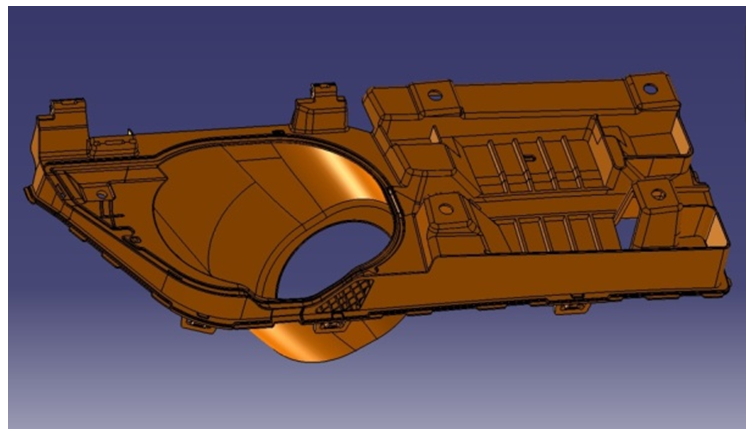 |
Fig. 1 Compared to the original design for the cavity of the first filling (left),
the final design (right) has more ribs, and some of its sections have been core out
 |
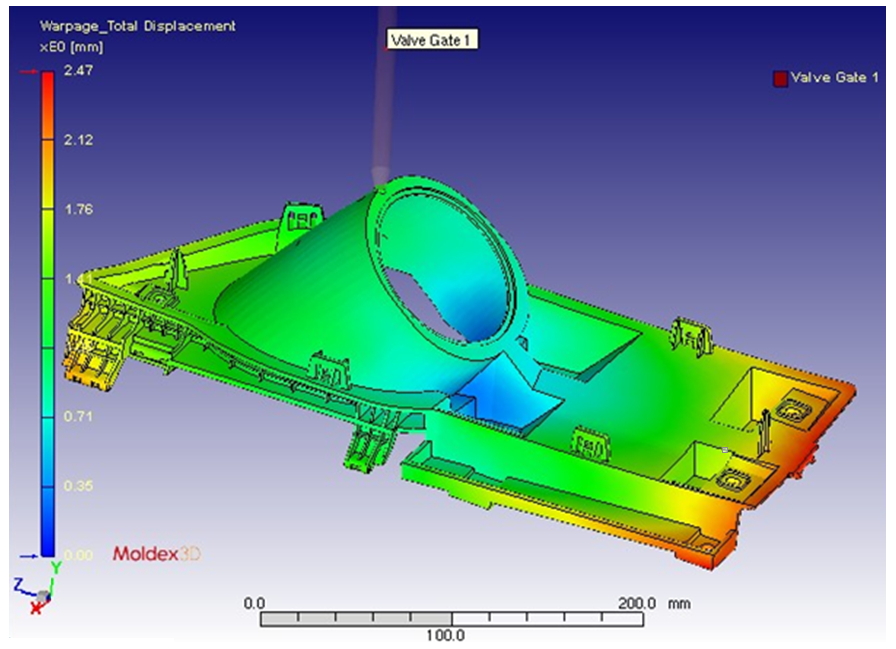 |
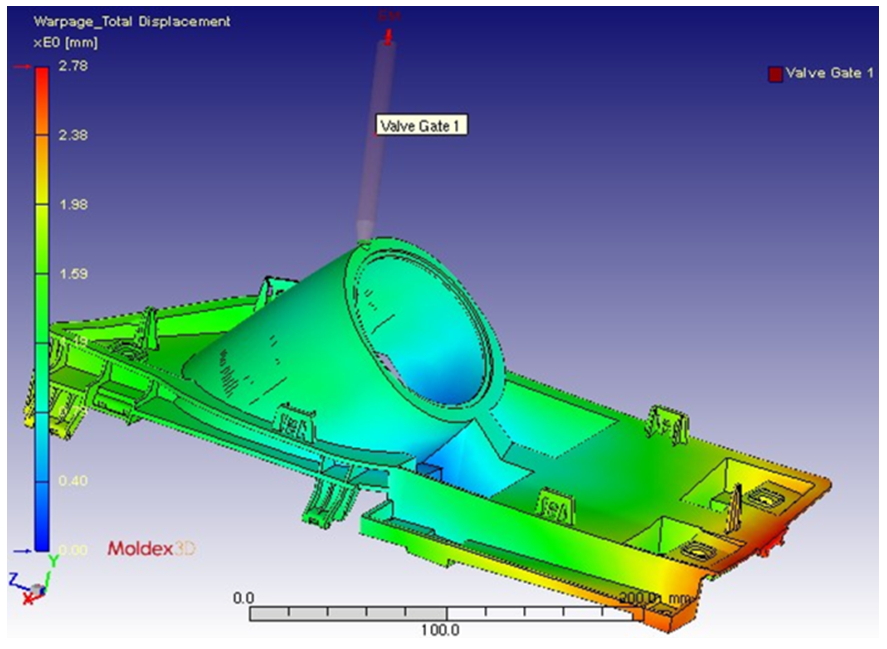
Fig. 2 The original design without supporting ribs (left) results in larger warpage total displacement (max: 2.78 mm) than the modified design with supporting ribs (right) (max: 2.47 mm)
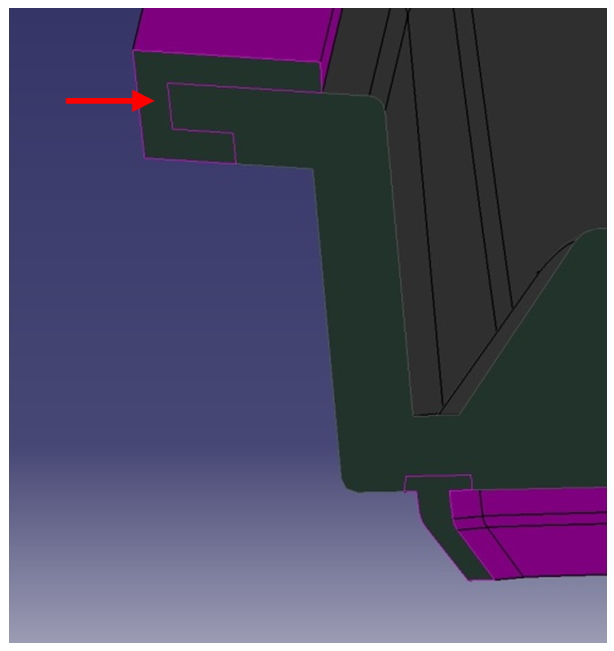
The design modifications for the cavity of the second filling comprised the geometry (Fig. 3) and the thickness (Fig. 4). Due to these changes, the EPDM filling behavior had been improved so that the filling could be completed without any short shot. (Fig. 5)
 |
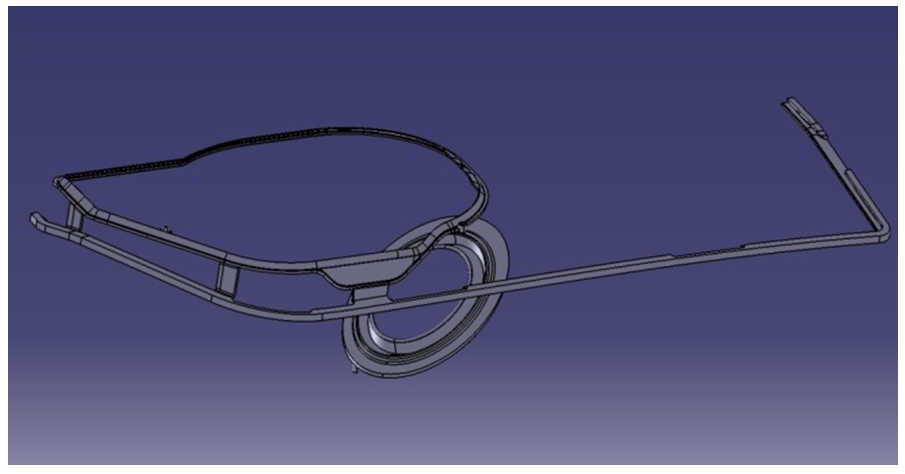 |
Fig. 3 The geometry of the original design for the cavity of the second filling (left)
has been modified for its final design (right)
 |
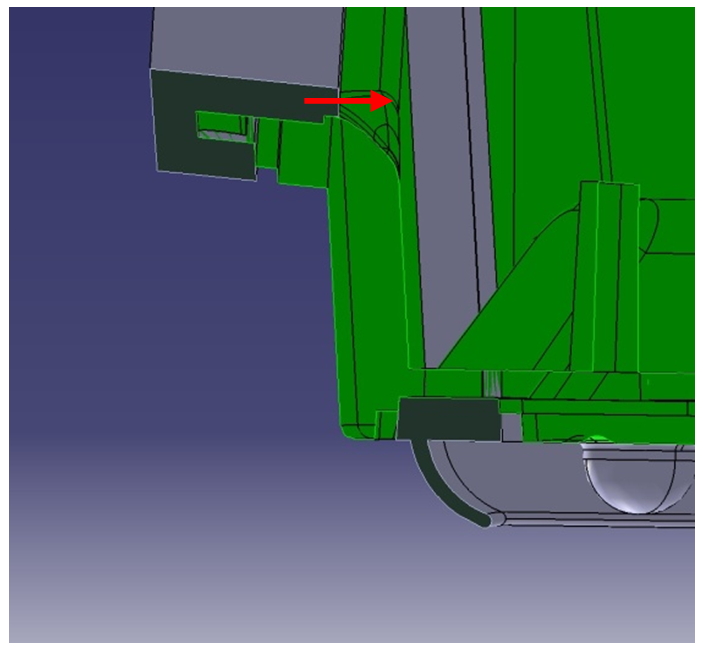 |
Fig. 4 The thickness of the EPDM passage in the final design (right)
have been increased, compared to the original design (left)
 |
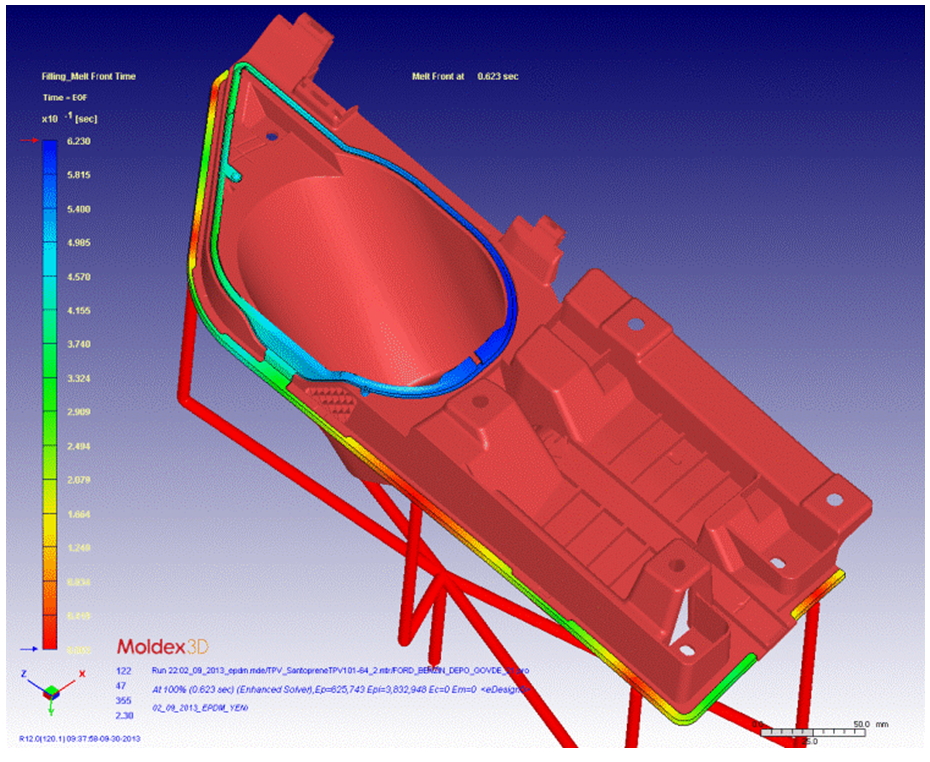 |
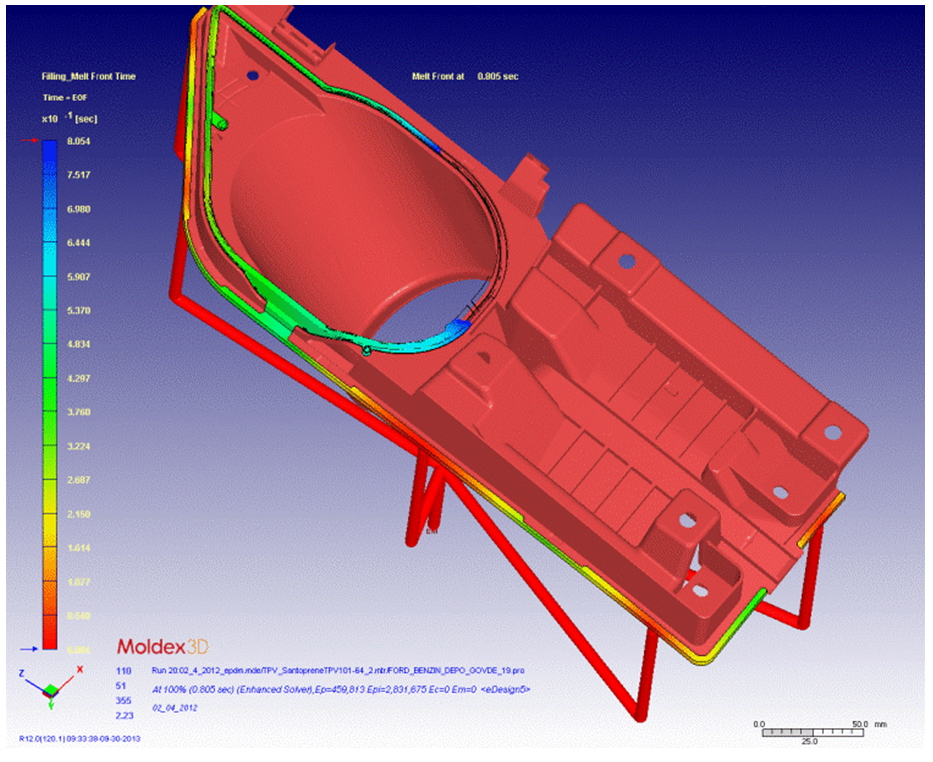
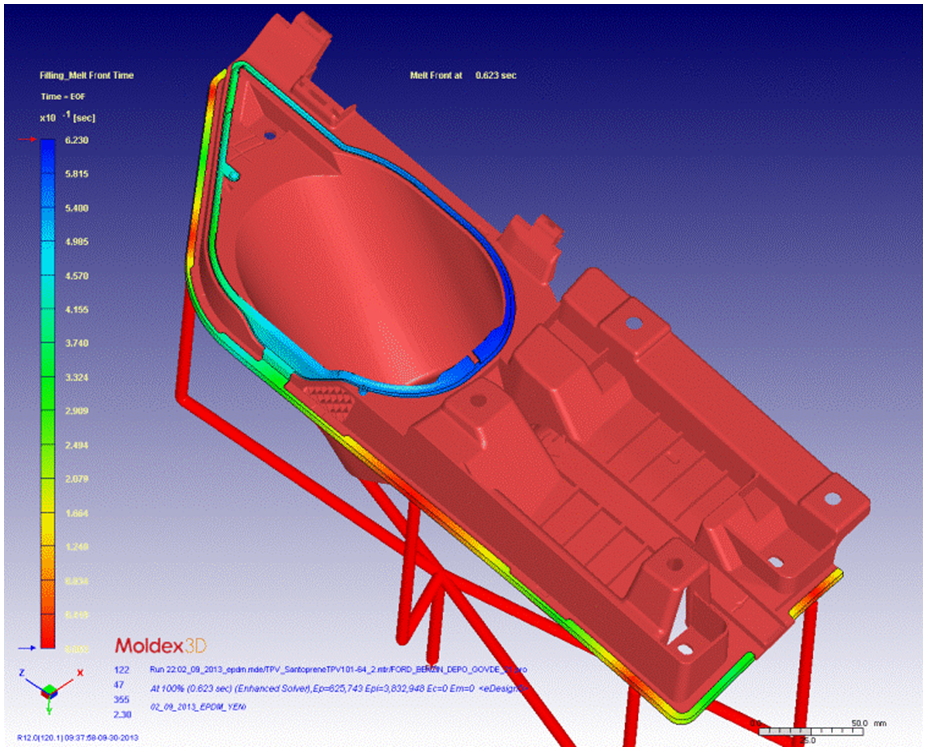
Fig. 5 The short shot problem for the original design (left) has been solved in the final design (right)
The design revisions were verified by comparing their filling results with the results from their original designs in which the improvements could be observed; the warpage had been minimized and the short shot had been solved. Furthermore, the simulation results were also compared to the experimental results in which both simulation and experiment were in a good agreement; the similarity was nearly 100% accurate when the mesh level for the simulation analysis was changed from 3 to 5. One of the examples is the following short shot issue from EPDM filling (Fig. 6 & Fig. 7):
 |
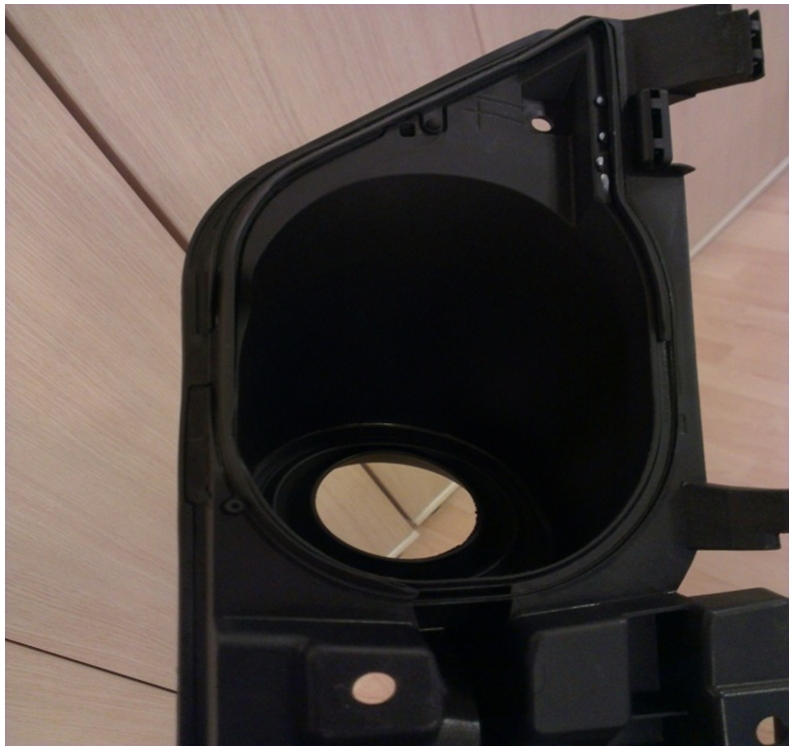 |
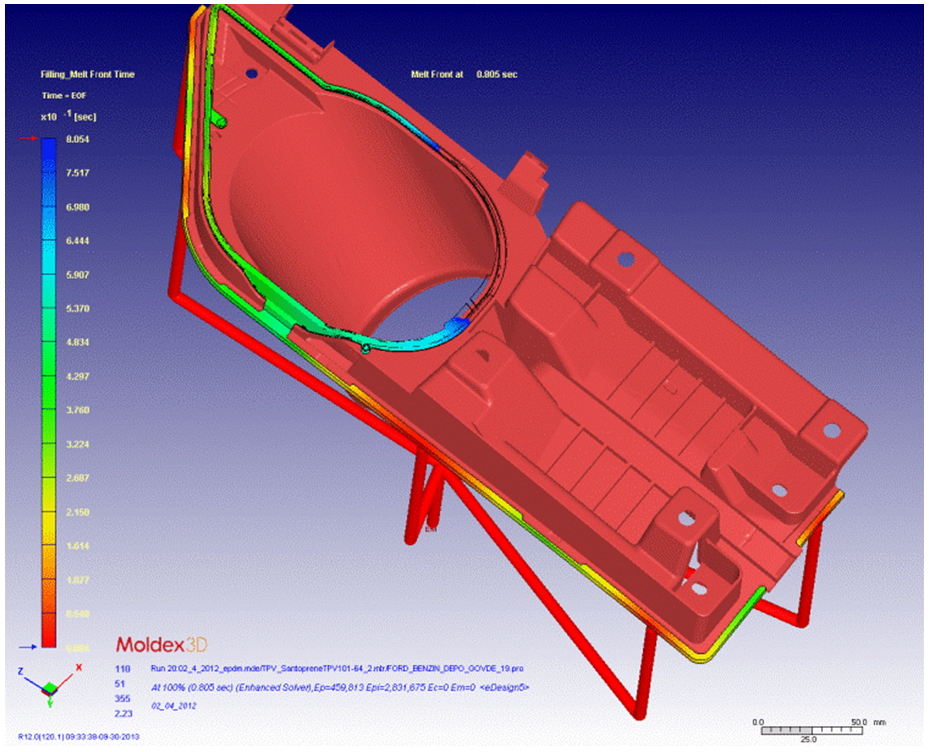
Fig. 6 The short shot location of the original design in the simulation (left)
is similar to the one in the experiment (right)
 |
 |
Fig. 7 Both simulation (left) and experiment (right) result in short-short-free filling in the final design
Results
Through Moldex3D analyses, both warpage of the first filling (PP+GF30) and filling behavior of the second filling (EPDM) could be understood well. By providing the mesh level of 5 for the simulation model, the simulation results could be nearly 100% accurate compared to the experimental results. These benefits could help to predict the potential manufacturing difficulties prior to the actual production, so any necessary modifications could be made beforehand, which in turn had savedalot of time for design improvements and development. As a result, FARPLAS A.S. could successfully solve the critical manufacturing issues in this multi-shot injection molding.