
Compression molding is the primary process for manufacturing most high-volume complicated fiber reinforced plastic (FRP) composite products. Sheet molding / bulk molding compounds (SMC/BMC) based on thermoset resins and glass mat thermoplastic / long fiber reinforced thermoplastic (GMT/LFT) based on thermoplastic resins are two common types of these compounds. During the latest decades, they have been widely used in automotive and electronics industries due to their specific mechanical / electrical properties, moldability and cost-efficient processing without compromising the product quality.
The compression molding process starts with the rapid closing of a mold followed by squeezing and forcing the compounds to flow until the charge covers the whole mold cavity into its final shape. The material is forced to flow around sharp corners and ribs that are difficult to be accessed by the molding compounds. Local pressure gradients in the mold cause different local velocities and fiber orientations during the flow. The resin matrix is often squeezed out of the bed of fibers, affecting the fiber density distributions throughout the part. The variations of fiber orientation and fiber concentration affect the mechanical properties and surface defects of the final product. The flow is a major factor of the part quality in addition to the thermal process parameters. It is important for manufacturers to assess the flow behaviors and find the optimal process parameters to save time and costs for production.
A computer aided engineering (CAE) simulation tool enables manufacturers to predict and optimize mold filling, residual stress, material properties and post-processing shrinkage and warpage of the final part in the molding process. It is used to avoid expensive and time-consuming trial-and-error procedures in manufacturing. By taking advantage of the simulation specialties of Moldex3D in fluid mechanics and LS-DYNA in solid mechanics respectively, Moldex3D is integrated with LS-DYNA for the analysis of compression molding process. In the integration analysis, LS-DYNA is used for the charge deformation analysis at the solid-like stage of the molding process, especially for the deformation simulations of thin sheet compounds. The charge deformation results from LS-DYNA analysis is imported as initial conditions into Moldex3D for further liquid stage simulation in the compression molding. The effect of the liquid stage simulation is very important since the distributions of fiber orientation and fiber concentration associated with the characteristics of the final part are highly influenced by the flow patterns, temperature and curing of the material inside the mold.
An example of compression molding simulation is demonstrated in the following. The initial temperature of the molds and charge are 100°C and 300°C respectively. The system is simulated by LS-DYNA with air cooling analysis at the first stage, and then follows with the draping analysis under gravity consideration. Fig. 1(a) and Fig. 1(b) show the temperature distributions after the air cooling and draping with gravity analysis respectively. The final mesh geometry and temperature distribution of the charge in the draping analysis is imported as initial conditions into Moldex3D for subsequent filling analysis in the molding. The melt front time after the simulation is depicted in Fig. 1(c), and the final deformation warpage is illustrated in Fig. 1(d).
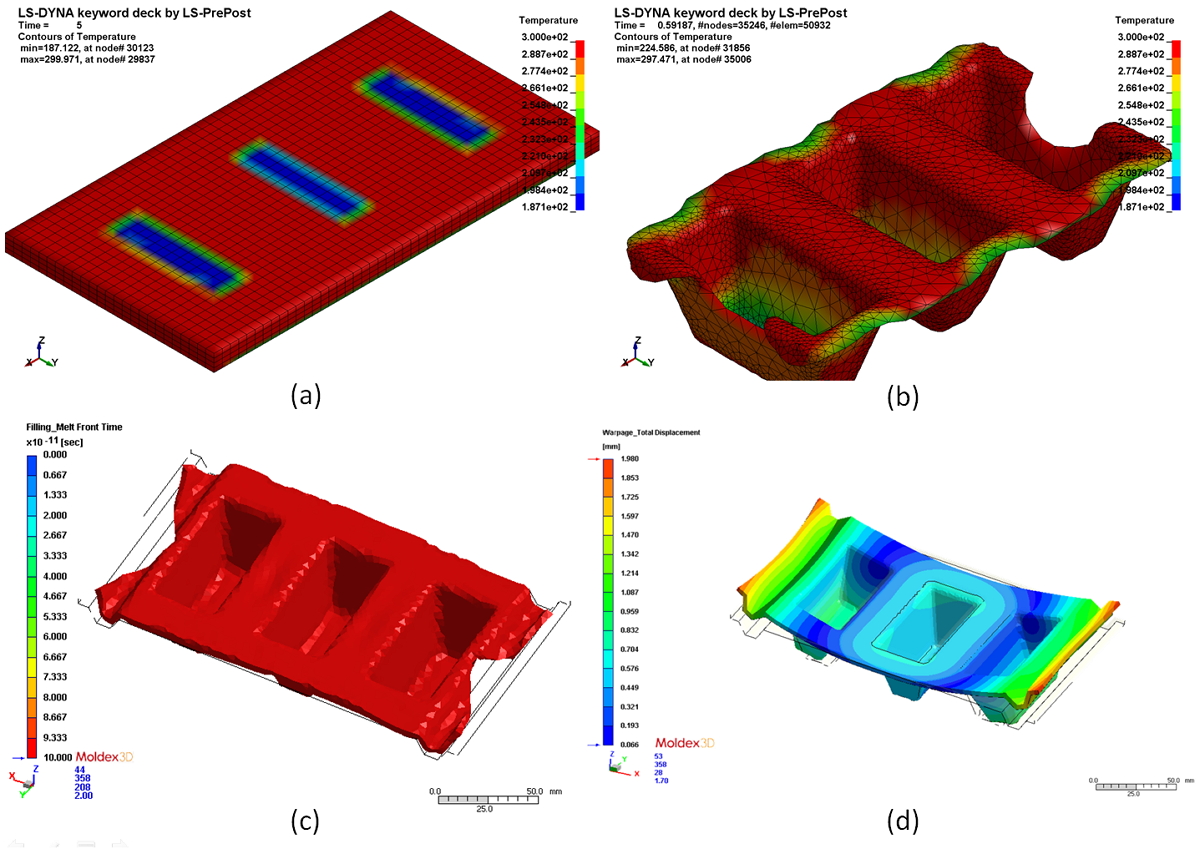 Fig. 1 Moldex3D & LS-DYNA simulation results for the compression molding process.
Fig. 1 Moldex3D & LS-DYNA simulation results for the compression molding process.
In summary, the feature of compression molding simulation in Moldex3D incorporated with LS-DYNA enables the manufacturers to comprehend and assess the flow / deformation behaviors of the charge in the molding process. The manufacturers can also use this CAE tool to optimize the processing parameters, such as the proper molding volume and position of the charge as well as the thermal conditions, for substantial time and cost savings during the product manufacturing. Hence, expensive and time-consuming trial-and-error procedures can be reduced significantly.