In the Multi-Component Molding (MCM) process, the plastic material in the first shot might be re-melted during the filling of the second shot. The re-melted first shot plastics may degrade and blend with the second shot plastics, leading to plastics degradation, mechanical property change or appearance defects. The solutions include process condition control (e. g. filling time adjustment), cooling system improvement in the re-melt area and better material selections.
Moldex3D MCM simulation provides Re-melt Area Temperature results, showing the historical maximum temperature distribution of the part insert in the re-melt area. This capability assists users to evaluate the potential region where the re-melting might occur in the part insert during the second shot.
Step-by-step Tips of Predicting Re-melt Area Temperature distribution in Moldex3D
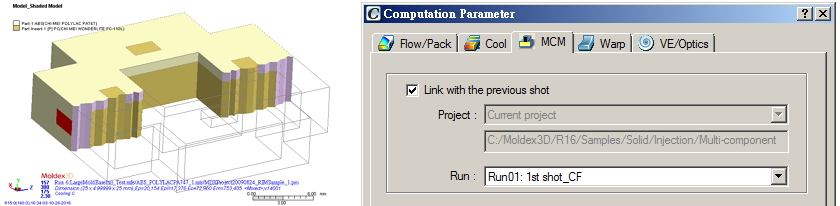
Step 1 Prepare a Moldex3D analysis run with a model with part insert components.
Note: For Sequential Shot Injection Molding process simulation, first finish the first shot simulation of the part insert components. In the second shot simulation, enable Link with the previous shot in the MCM Tab of Computation Parameters and link to the run of the first shot.
Step 2 In Analysis Sequence Setting, include Cycle Average Cool (C) or Transient Cool (Ct) in the analysis. Submit analysis job for calculation when all the run settings are completed.
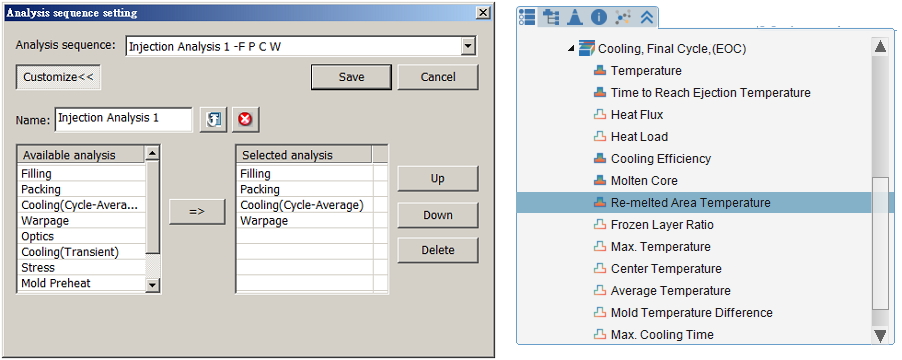
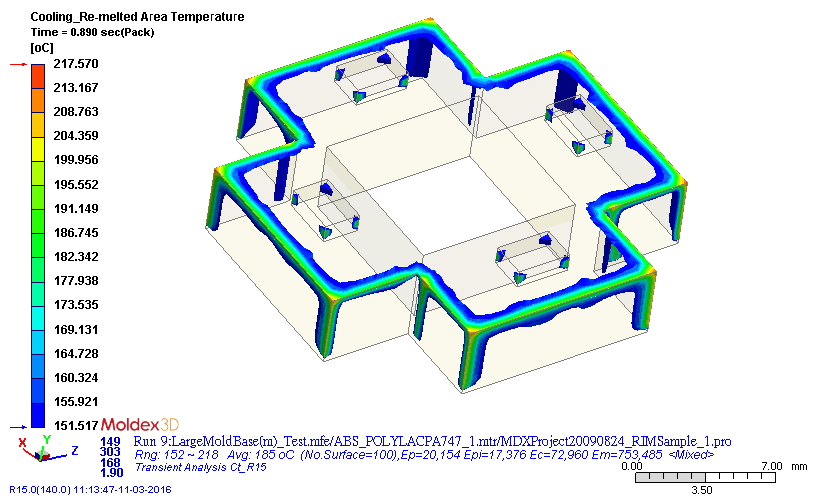
Step 3 After the calculation is done, go to Cooling Result in Project Tree and find the Re-melted Area Temperature item. It will show the distribution of the historical highest temperature in the re-melted area where the part insert temperature was once beyond the freezing temperature.
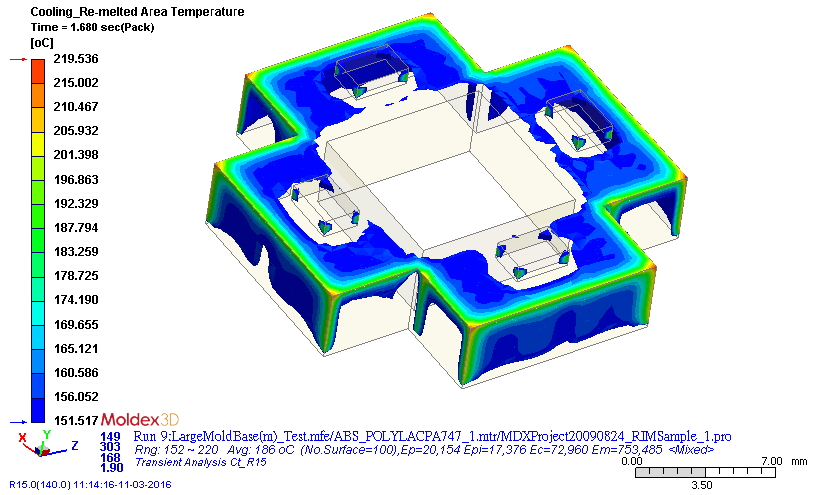
Step 4 The image below shows that the re-melt zone keeps expanding and the temperature keeps increasing, which demonstrates that re-melting is very likely to occur during the molding process.
| Time=0.89 sec (Pack) |
|
| Time=1.68 sec (Pack) |
|
| Time=11.83 sec (Cool) | 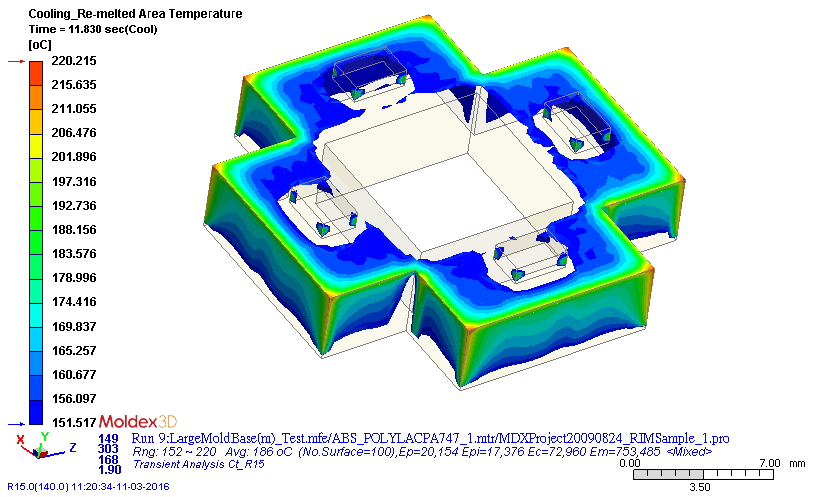 |