
Inspired by the honeycomb structure of an Aero chocolate bar, Ford Motor have turned to MuCell® technology to produce lighter parts by introducing gas bubbles into the plastic as it is molded. One of the significant strengths of applying MuCell® technology is that we can achieve a lightweight design without compromising the mechanical strength of the part. Therefore, it has become a widely-used manufacturing application across different industries in order to achieve industrial upgrading and create competitive advantages.
In MuCell® process, operators could manually adjust and test the location of the screw in the injection machine to make sure a right amount of materials is injected into the mold to achieve the targeted weight reduction before actual manufacturing. However, in a previous simulation scenario, CAE engineers could only use trial-and-error method by testing out different VP switch-over points in the simulation software to control the injected weight until they find the right VP switch-over point that reflects their desirable weight reduction ratio. Moldex3D has introduced a powerful, new feature that enables CAE engineers to set their targeted weight reduction ratio directly in a CAE simulation mode. Thus, CAE engineers can directly focus their energy on the mechanical strength evaluation of MuCell® part after the foaming process without having to take care of getting the right VP switch-over point first. The new feature in Moldex3D’s MuCell® module, injected melt weight setting will be further introduced below.
As shown in Fig.1, when the weight reduction ratio is set to be 8wt%, it means the MuCell® part is 8% lighter than the traditional solid plastic part. In solid plastic part manufacturing, the melt fills up the cavity at the end of filling (as shown in Fig.1 (a)), and additional weight will be added at the packing stage. Therefore, if the manufacturer sets the VP switch-over position as the weight reduction ratio (as shown in Fig.1 (b)), the weight added at the packing stage will be neglected. It will cause excessive weight reduction and the VP switch-over position has to be repeatedly adjusted in order to achieve the ideal product weight (as shown in Fig.1 (c)).
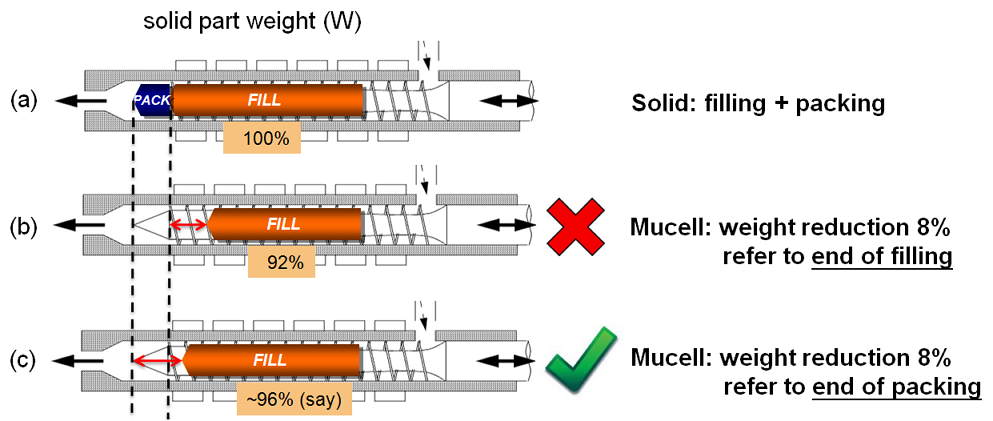 Fig. 1 The traditional method of achieving lightweight goal is to adjust the VP switch-over position repeatedly
Fig. 1 The traditional method of achieving lightweight goal is to adjust the VP switch-over position repeatedly
Moldex3D MuCell® module’s innovative feature has spared the users from the tedious process mentioned above. They only have to input the weight of the solid plastic part (including the runners’ weight) when setting the parameters; select Shot weight percentage under Shot weight control (as shown in Fig.2). Thus, a fixed weight reduction ratio can be locked in.
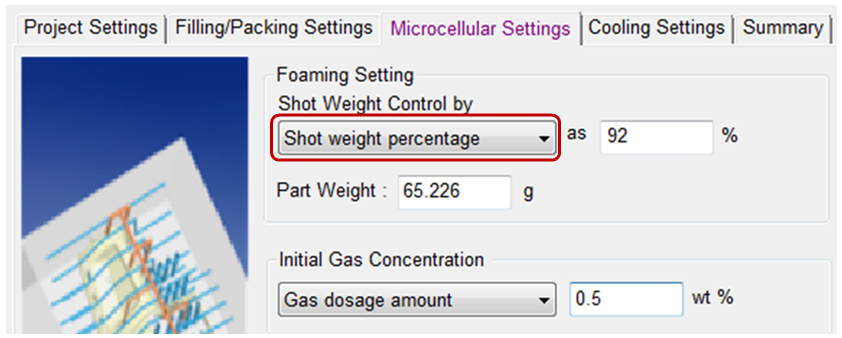 Fig. 2 Moldex3D users can lock in a fixed weight reduction ratio by selecting Shot weight percentage
Fig. 2 Moldex3D users can lock in a fixed weight reduction ratio by selecting Shot weight percentage
After a fixed weight reduction ratio is locked in, Moldex3D will automatically monitor the cavity weight at every time step. When the cavity weight reaches the targeted weight, the melt injection will be stopped. As shown in Fig. 3, the final weight of the solid plastic part is 65.23 grams (the packing time is 5 seconds), and the final weight of the MuCell® product is 60.39 grams. The weight reduction ratio is 7.4wt%which is very close to the original weight reduction of 8wt%.
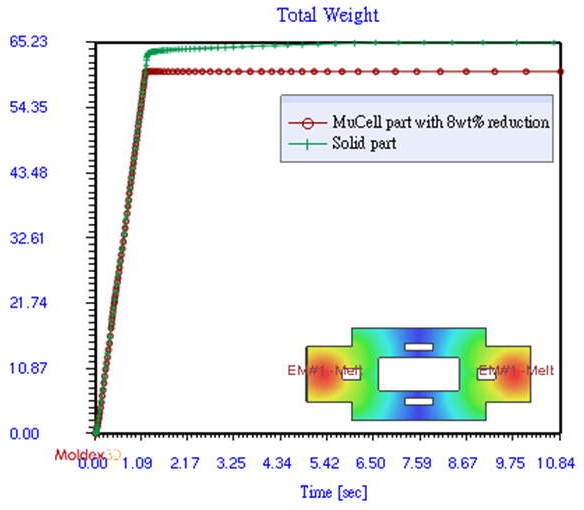 Fig. 3 The MuCell® product’s weight reduction ratio is very close to the ideal figure
Fig. 3 The MuCell® product’s weight reduction ratio is very close to the ideal figure
In summary, by locking in a fixed weight reduction ratio in CAE mode, MuCell® product designers can now focus on the mechanical strength evaluation without spending extra time in finding the right VP switch-over point.. Therefore, a significant amount of time and production costs spent on trial-and- error can be greatly reduced and the simulation process can be expedited. That is, Moldex3D new capability of locking in a fixed weight reduction ratio in MuCell®simulation helps expedite the simulation and production process that ultimately leads to faster time-to-market.