

- Customer: TPV Technology Limited
- Industry: Electronics
- Solution: Moldex3D FEA Interface
- Region: Taiwan
Executive Summary
After initial production, manufacturers routinely perform several tests, including drop, heat transfer…etc. on plastic to ensure products meet the standard for their intended use. In order to meet various requirements, design changes are sometimes inevitable during the testing process. How to pinpoint design deficiency immediately before actual manufacturing is important to make sure you create the highest quality product at the most cost effective price.
Case Study
The LED TV stand is mounted on the back of the monitor to connect the base of the stand to the television. During the assembly, the bosses, which serve as the fastening points, may randomly crack (see Fig. 1). Since the part requires load-bearing capability, the strength consideration plays an important role in the design.
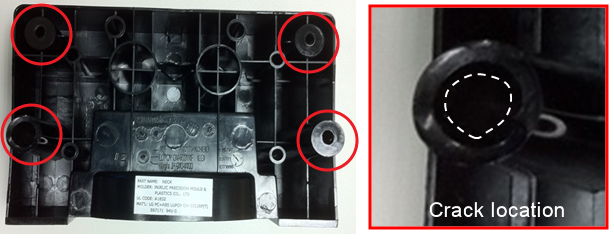 Fig.1 The bosses of the LED TV stand were prone to crack during assembly
Fig.1 The bosses of the LED TV stand were prone to crack during assembly
Solutions
In order to identify the crucial influence on the product strength, TPV Technology used Moldex3D to conduct filling analysis and found out that weld lines, which would weaken the strength of injection molded parts, occur mostly on the bosses. From the analysis result, it was found that the flow front meeting angle ranged between 30°-140°; based on the material used in this case, the larger the angle was the more obvious the weld line would be.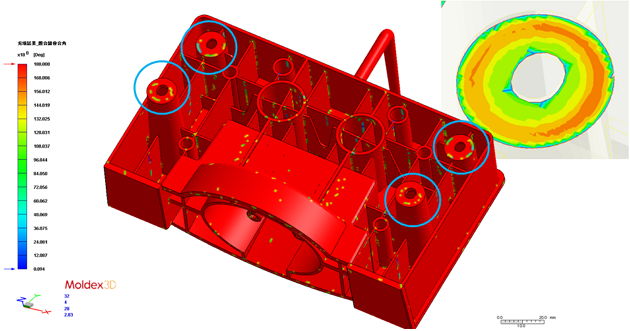 Fig.2 Moldex3D filling analysis can demonstrate meeting angles of fronts.
Fig.2 Moldex3D filling analysis can demonstrate meeting angles of fronts.
In addition, through the filling profiles, TVP Technology also found the temperature difference of the center of the boss was 10 degrees “C”. In this case, the temperature was around 10 degrees lower than the melt temperature. Under this condition, weld lines would easily occur in this area. Under these circumstances, the meeting angles plus the temperature difference of the two fronts caused the strength of weld lines to decrease.
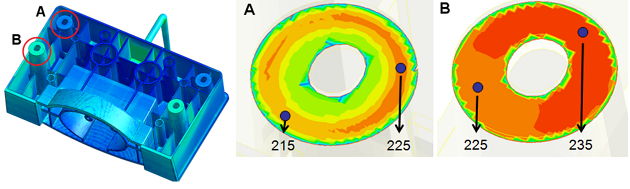 Fig. 3 The filling temperature profiles show the temperature difference is the factor that caused weld line formation.
Fig. 3 The filling temperature profiles show the temperature difference is the factor that caused weld line formation.
To optimize the mechanism design and enhance its strength, TPV Technology used Moldex3D to simulate the stress analysis of the locking torque process. Based on the analysis result, the design team identified the major factors causing the crack issue and pinpointed design changes immediately. From the filling analysis result, the design team not only observed the flow-front meeting angles of the bosses but also its core temperature profiles. Using Moldex3D FEA Interface module, TPV Technology was able to output the material properties to Abaqus for stress analysis and compare the stress-strain diagrams.
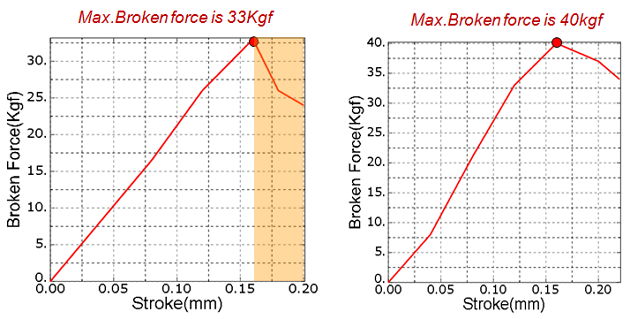
The analysis result showed that the stress existed mostly on the locking locations; the maximum stress reached 2.73 kgf / mm2 and its residual stress reached 1.59e-03. The curve also indicated the locking location would crack when applying 33kgf force. Therefore, the team began redesigning the features of the boss and conducting mold filling and stress analyses repeatedly. After design changes and simulations completed, TVP Technology successfully increased the strength by 21%, from 33kgf to 40kgf
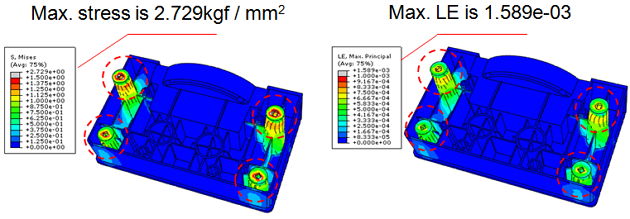 Fig. 4 Using Moldex3D FEA Interface to identify the maximum stress location
Fig. 4 Using Moldex3D FEA Interface to identify the maximum stress location
| Original Design | Optimized Design | Improvement Rate | |
| Stress(kgf/mm^2) | 2.72 | 2.18 | 19%↑ |
| LE | 1.59 | 1.27 | 20%↑ |
| Max Broken force (kgf) | 33 | 40 | 21%↑ |
Fig. 5 The comparison of the stress-strain curves between the original boss design and the optimized one.
Results
Moldex3D helped TVP Technology reduce costs and increase production efficiency. The initial production had a failure rate of 30%. Using the insights gained from Moldex3D simulation analysis and made design changes, TVP Technology was able to improve the yield rate by increasing 10%, saving a total of USD $41,012 for its production capacity of 150,000 piece/ year. TPV Technology is planning to apply this development process to other products to maximize the benefits of Moldex3D simulations and achieve greater productivity.
| Yield Improvement (%) | Production Capacity (piece/ year) |
Weight (g) | Material Cost (USD/Kg) | Before-improvement Expense (USD) | After-improvement Expense (USD) |
| 10 | 150,000 | 165.4 | 2.5 | $61,518 | $20,506 |