Second Prize in Greater China Region: TomTom & HSUHTA ENTERPRISE Co., Ltd.
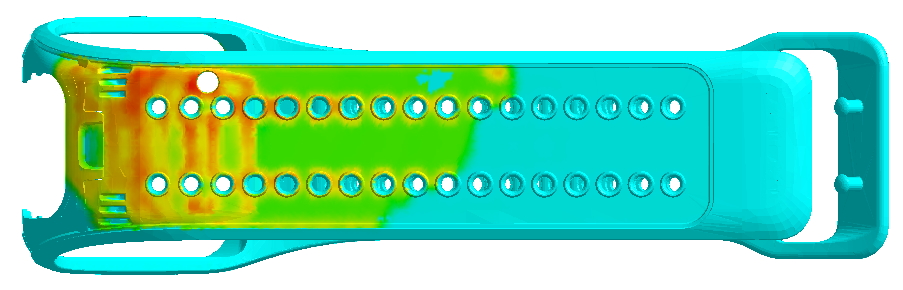
Use of Moldex3D to Solve Flow Marks in Watch Straps
Industry: Electronics
Team Leader: Enoch Chen
Company/Team Introduction:
Best known for being a global leader in navigation and mapping products, TomTom also creates GPS sports watches, as well as state-of-the-art fleet management solutions and industry-leading location-based products.
|
|||||||
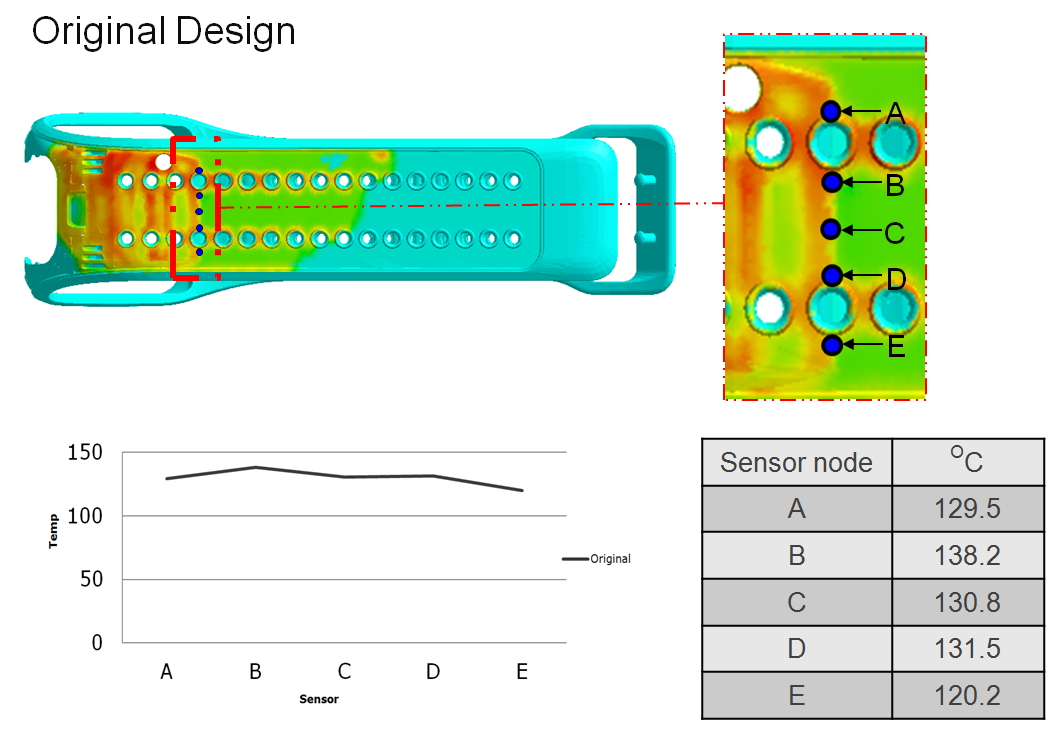
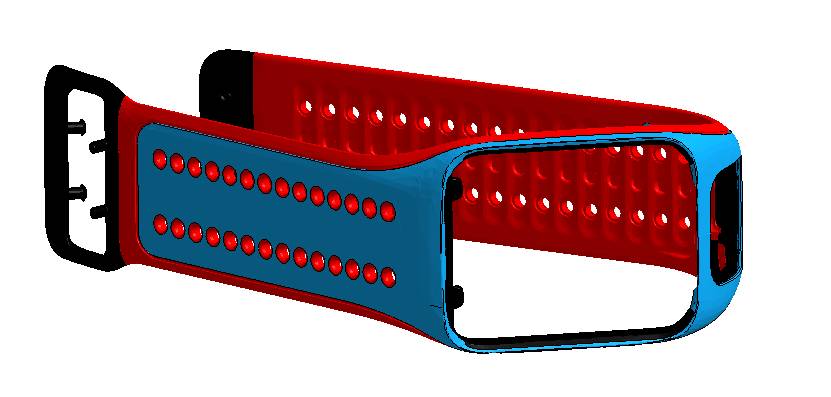
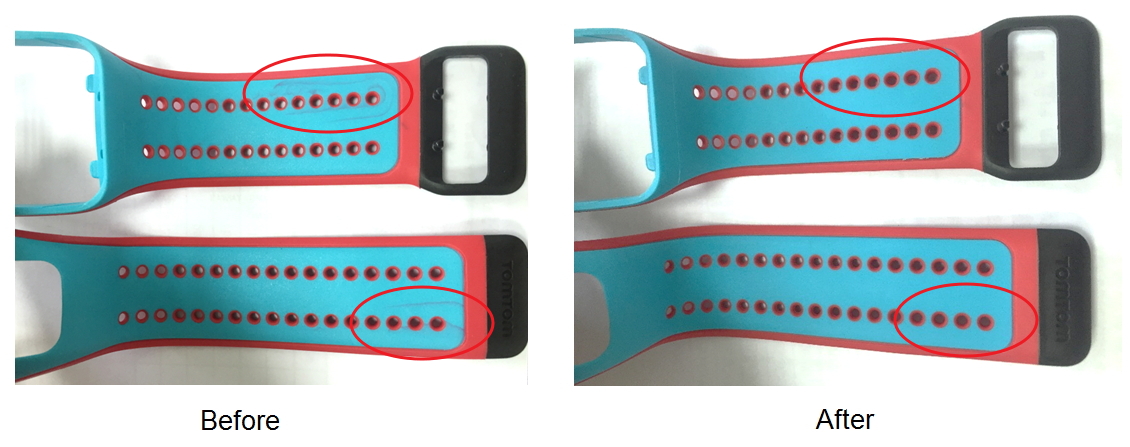
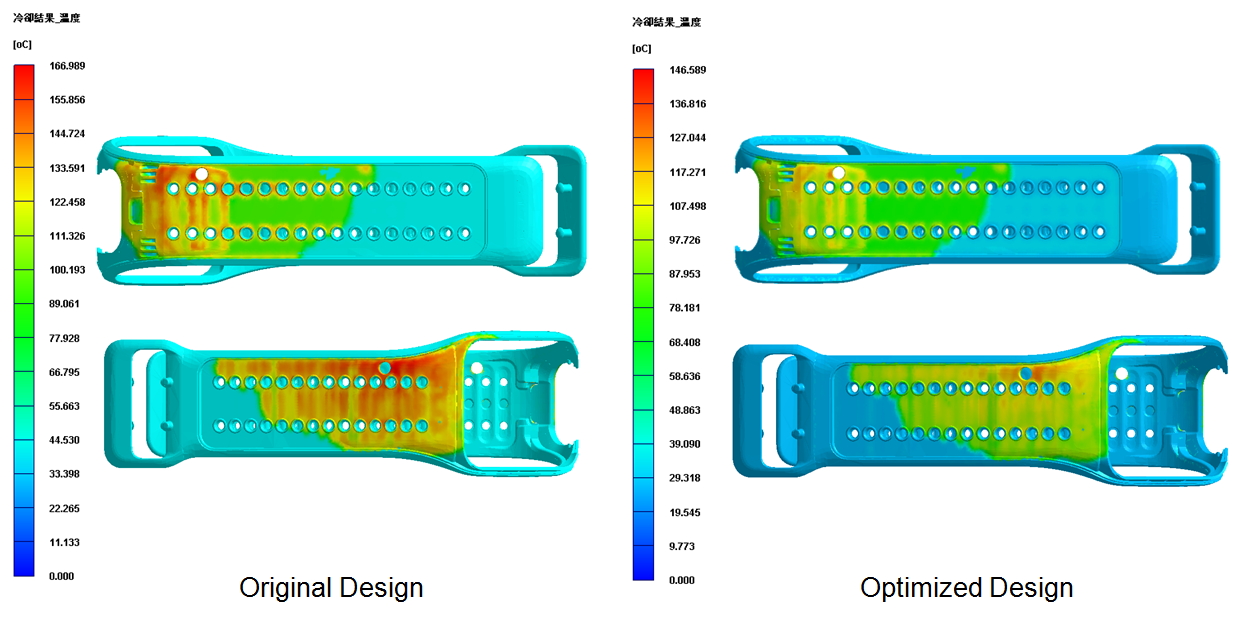
Story Overview/Challenge:Hardware Mechanical Engineering Team at TomTom and Hsuhta Enterprise had a challenge to solve a flow mark defect in their overmolding part. The first shot was injected using red color, while the second shot was injected using blue color. There were three part inserts for the whole model: buckle at one end, popper at the other end, and frame. The defect occurred as the second shot re-melted the first shot, and the re-melted material was brought to the flow end of the second shot and floated on the surface. Several previous attempts had been conducted, yet the flow mark issue still existed. For example, they changed material to TPU, adjusted molding conditions, changed red color pigment, added additives to improve flowing, and reversed first and second shot colors. Solution:Moldex3D helped them to investigate six potential factors that induced the re-melting phenomenon from three different aspects. From product design aspect, they either increased or decreased the second-shot thickness from 1.4 mm to 1.5 mm (A) or 1.2 mm (B), respectively. From the mold design aspect, they changed the gate size from 0.8 mm to either 0.6 mm (C) or 1.0 mm (D). Besides, they also changed the gate location (E). From the mold condition aspect, they adjusted the injection speed (F). They discovered from cooling temperature results that B, D, E, and F factors contributed more to reduce the maximum temperature, so they combined those four key factors to optimize the design and succeed in reducing the maximum temperature by 20 °C and making the hot region much smaller. Therefore, Moldex3D successfully helped them find out a solution and save their cost of tweaking tool and product development time. Results/Benefits:
Product Used:
|
|||||||
|
|||||||