
R&D I Department.Deputy Technical Manager.Joe Tseng
Injection molding is a key process for manufacturing high-precision plastic parts. However, during the molding process, weld lines often form at convergence points of two melt fronts (as shown in Fig. 1), resulting in reduced product strength and surface defects. Moldex3D 2026 introduces comprehensive enhancements to the weld line prediction system, including optimized algorithms and an improved interface. The latest version also features real-time interactive parameter adjustment and provides dynamic calculation analysis.
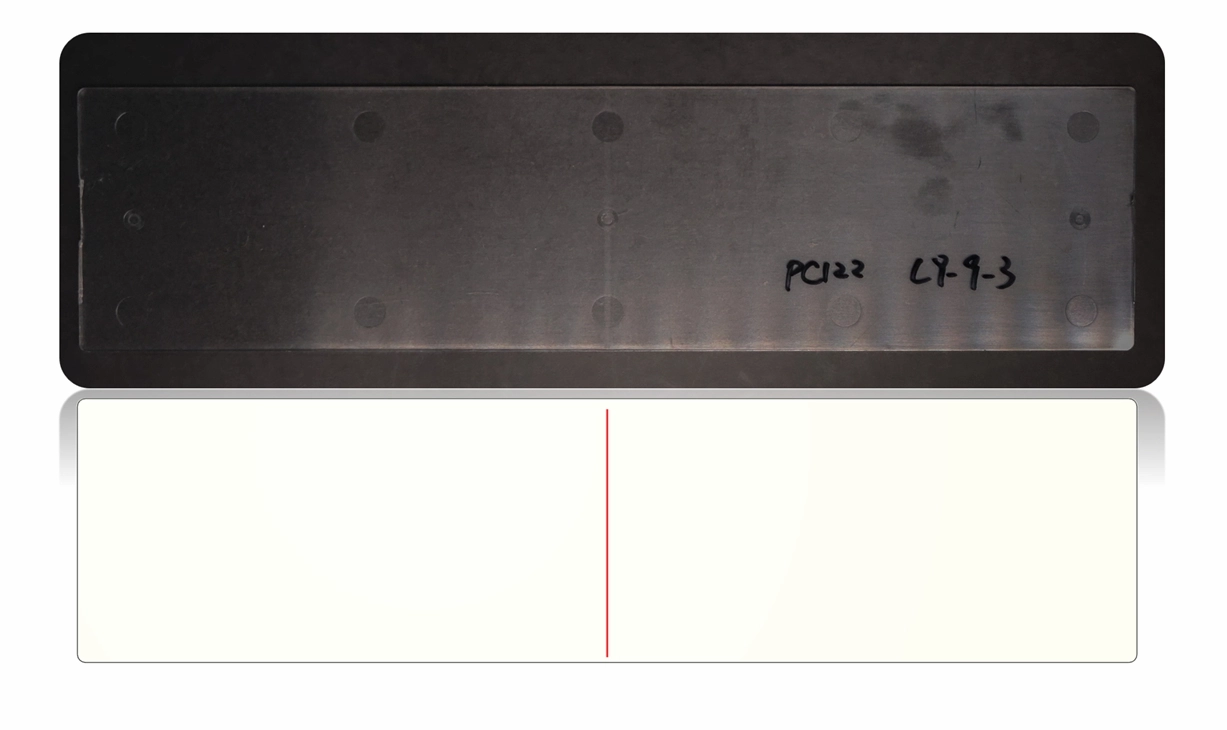
Fig. 1 Effects of weld lines on the surface quality of product.
Correlation between Meeting Angle and Part Quality
In Moldex3D’s flow analysis, weld lines are detected by measuring the meeting angle between two molten plastic flow fronts. As shown in Fig. 2, θ denotes the angle, which is crucial for categorizing weld line types and evaluating their quality. If the meeting angle θ is below 145°, a sharp weld line forms, often resulting in weak bonding and decreased mechanical strength. When θ exceeds 145°, a meld line appears, featuring improved fusion and stronger mechanical properties. Moldex3D sets 145° as the standard cutoff to differentiate between the two.
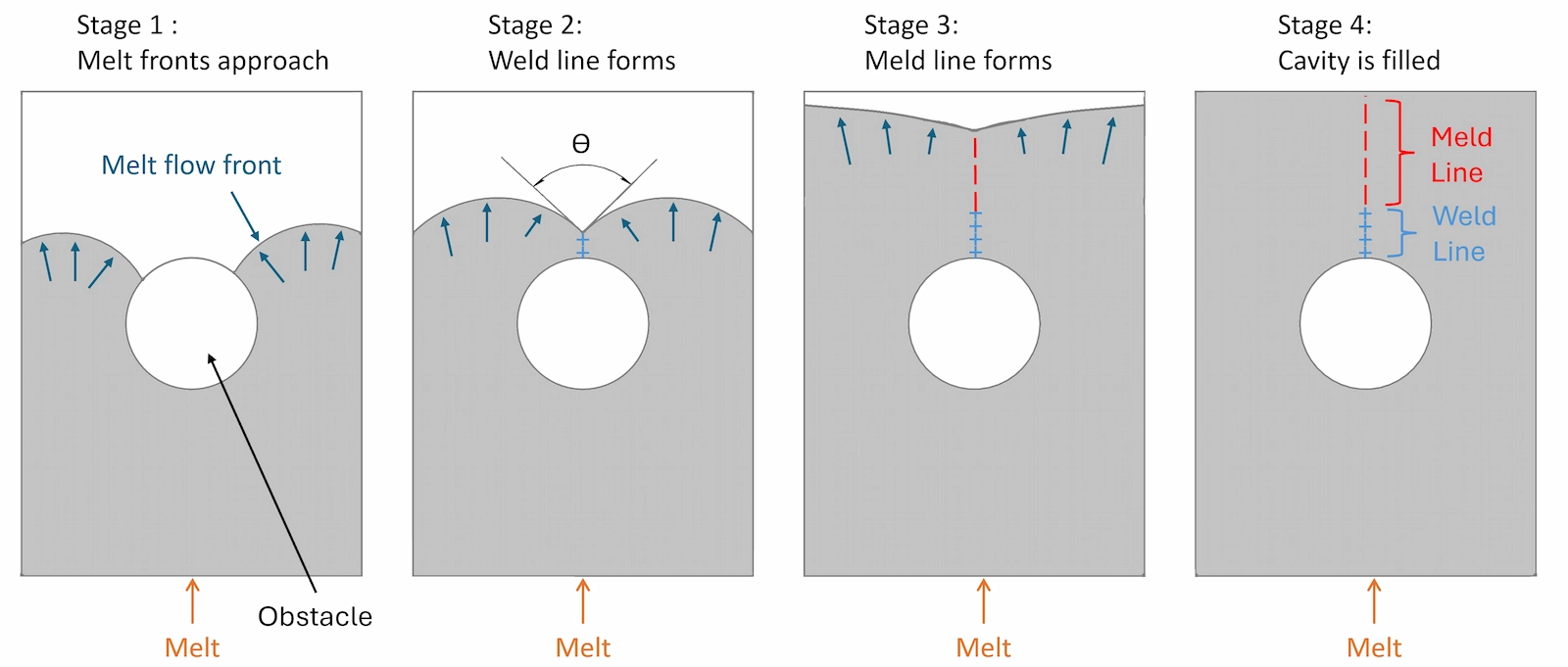 Fig. 2 Definition of meeting angle and its relationship to weld line.[1]
Fig. 2 Definition of meeting angle and its relationship to weld line.[1]
As illustrated in Fig. 3, a 100mm × 100mm flat plate with non-uniform thickness (2mm and 1mm) is used as the study object. A circular hole with a diameter of 10mm is drilled at the center, serving as the basis for subsequent result comparisons.[2]
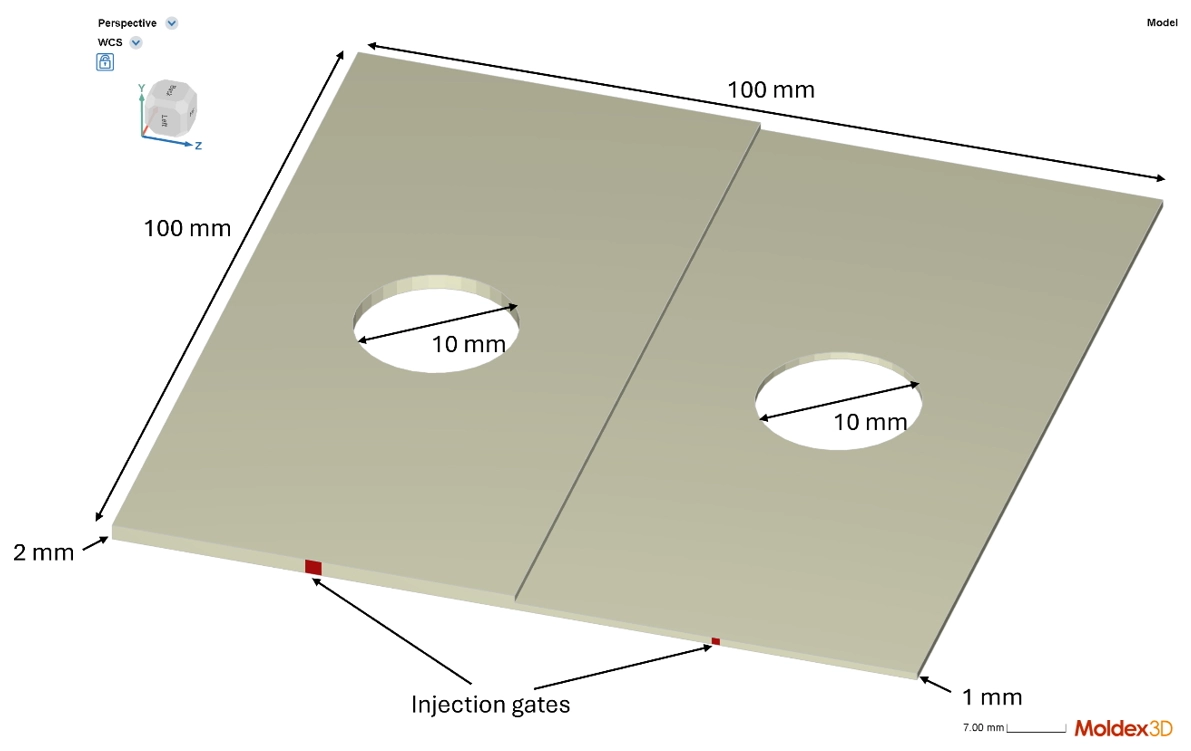
Fig. 3 Model dimensions and corresponding gate positions.[2]
Enhanced Weld Line Position Prediction
Moldex3D 2026 introduces a more refined weld line position prediction algorithm, enhancing the connection of the start and end of weld line transition segments. It dynamically tracks the fusion process of the two molten plastic flow fronts and consolidates potential weld line locations into a single continuous line segment. Fig. 4 illustrates the interaction between flow front and weld line formation across various flow stages. Users can better understand the root causes of weld line formation and optimize mold design & process parameters accordingly.
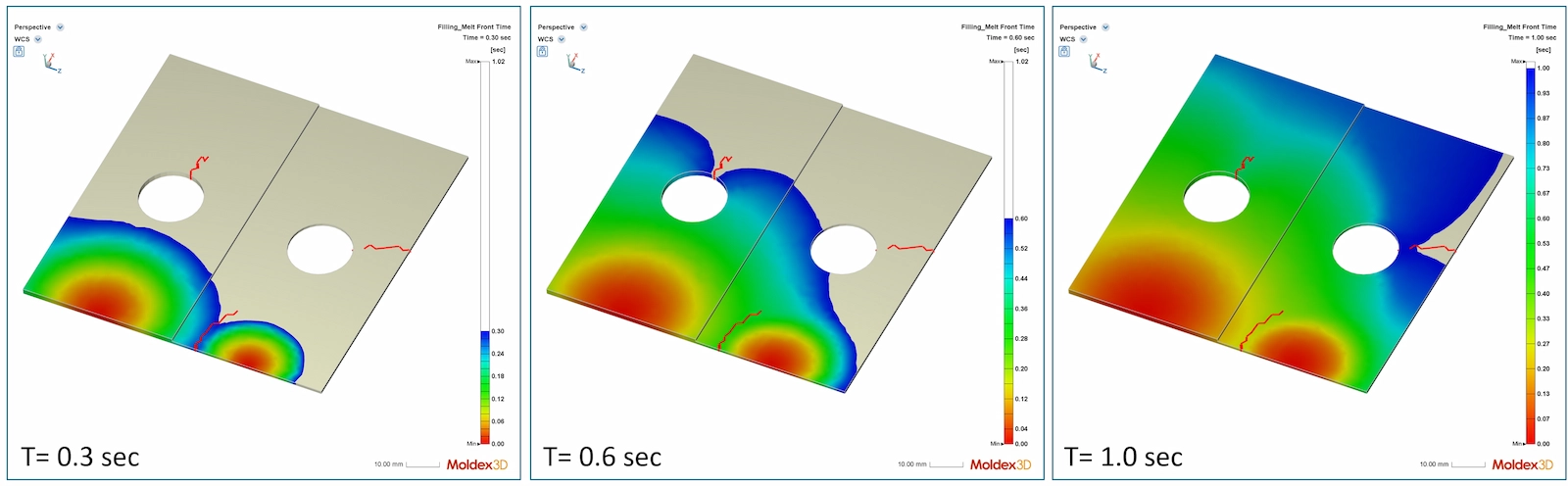 Fig. 4 Molten polymer flow fronts and the development of three weld lines.
Fig. 4 Molten polymer flow fronts and the development of three weld lines.
Flexible Setting of Maximum Meeting Angle
For real-time interactive parameter adjustment, Moldex3D 2026 allows users to set the maximum meeting angle. As shown in Fig. 5, by activating the “Re-Estimate Weld Line” function, the meeting angle parameter can be modified, and the weld line length is recalculated. As shown in Fig. 6, the system updates and displays the new weld line length in real time, helping users quickly identify areas where meld lines may form along the weld line’s forward extension.
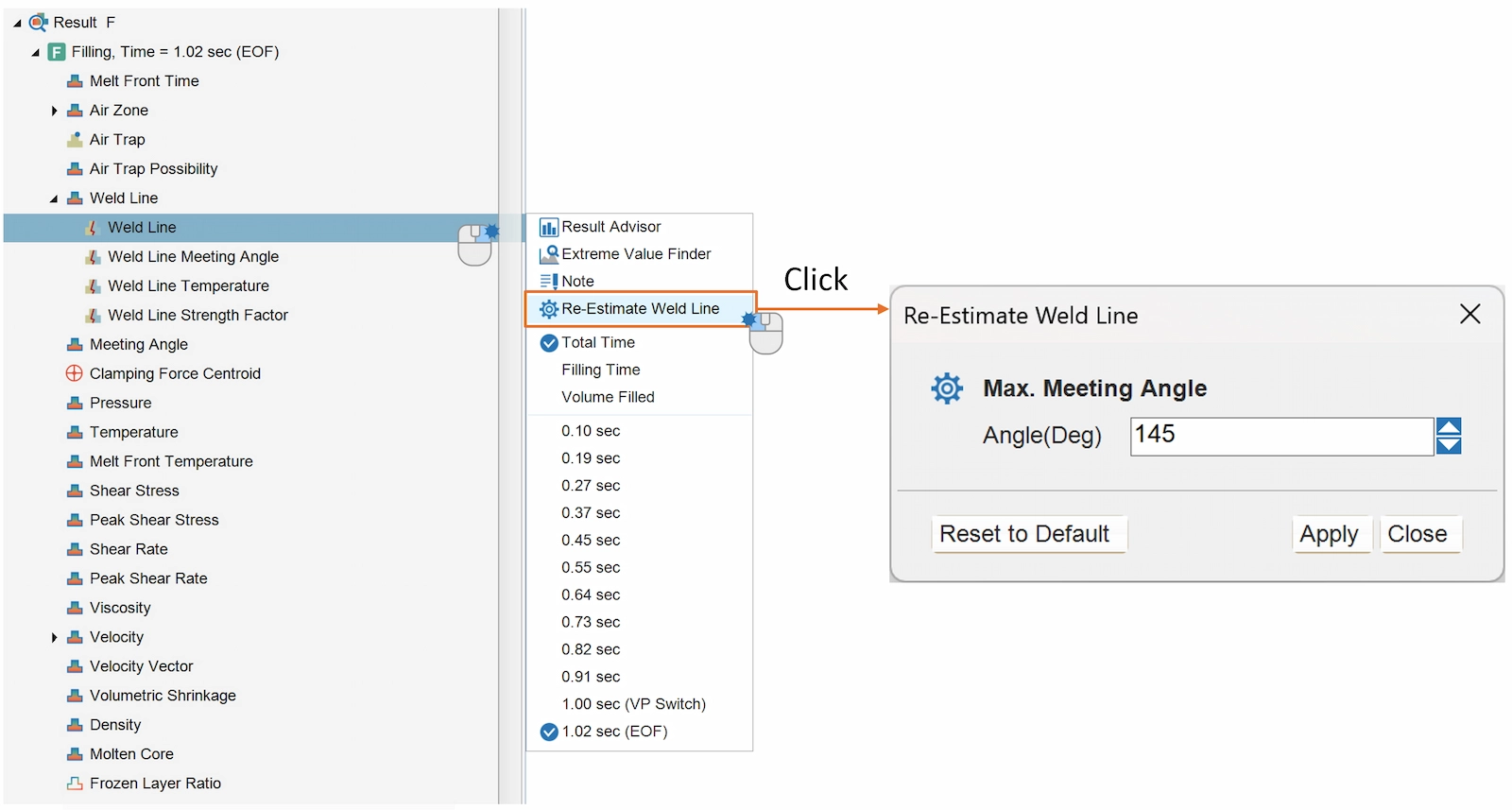 Fig. 5 Modifying the parameter of maximum meeting angle.
Fig. 5 Modifying the parameter of maximum meeting angle.
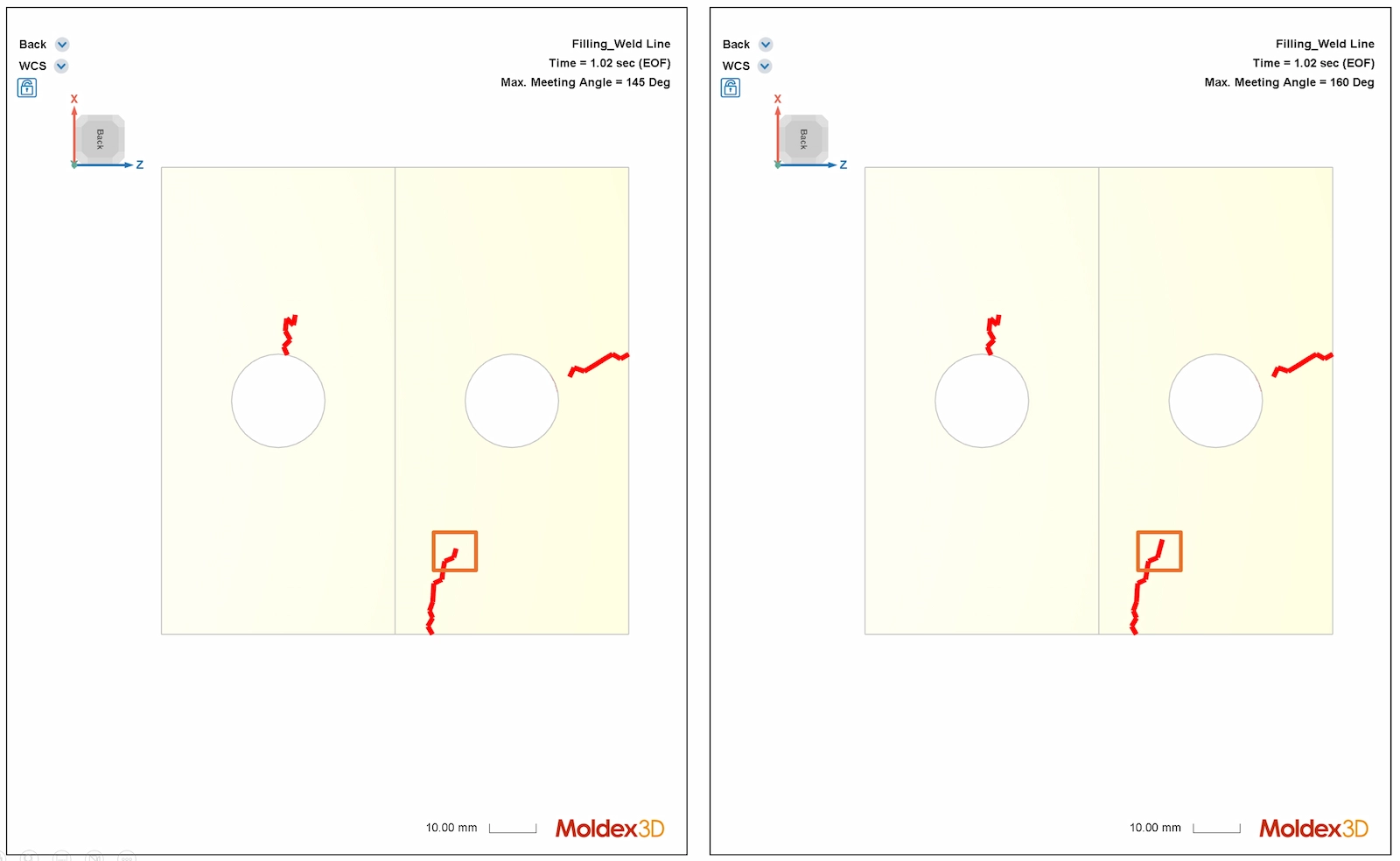
Fig. 6 The setting of Max. Meeting Angle affects weld line extension. (Left: 145°; Right: 160°)
Optimized Weld Line Strength Prediction
Moldex3D 2026 also upgrades the core theory used in weld line strength prediction to better reflect actual molding conditions. The latest version incorporates analyses across multiple time steps, carefully evaluating the real-time physical properties of molten plastic at the flow front convergence—such as temperature, pressure, and shear rate—thereby improving the accuracy and reliability of weld line strength predictions.
As shown in Fig. 7, further analysis of weld line strength across different materials reveals that, despite consistent processing parameters, materials impact both the flow front and weld line locations as well as the resulting weld line strength. This helps users understand the impact of various materials on weld line strength during product design, enabling more precise material selection.
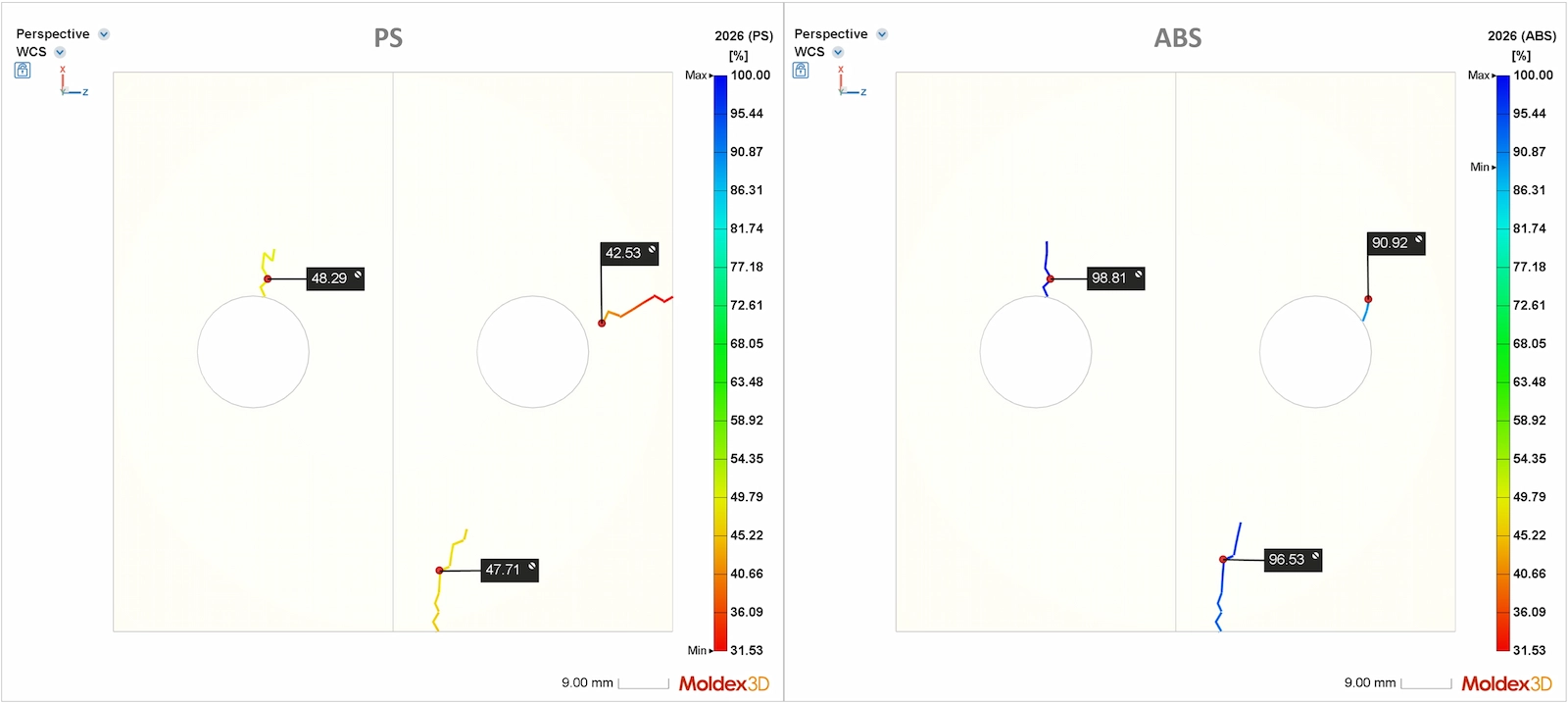 Fig. 7 Comparison of weld line strength using different materials. (Left: PS, Right: ABS)
Fig. 7 Comparison of weld line strength using different materials. (Left: PS, Right: ABS)
Accurate Analysis for More Reliable Product Design
Moldex3D 2026 introduces a revolutionary upgrade to the weld line prediction capabilities in plastic injection molding simulations. The enhanced algorithm dynamically and precisely monitors molten flow fronts, integrating all potential weld line areas into a single, seamless line. This substantially refines prediction accuracy and granularity.
To improve usability, a real-time interactive interface has been added. Through “Re-Estimate Weld Line,” users can customize the maximum meeting angle and gain an instant update on weld line lengths, allowing for a rapid assessment of meld line regions and quality. Furthermore, the optimized theory has strengthened weld line strength prediction. It now incorporates critical, instantaneous physical parameters—such as temperature, pressure, and shear rate—to ensure results align more closely with real-world conditions. These comprehensive improvements equip users with reliable data to support detailed structural strength analyses and more effective design optimization.