
Jye Wang, Manager at Moldex3D Material Research Center
พฤติกรรมการไหลเป็นคุณสมบัติที่ซับซ้อนและสำคัญที่สุดอย่างหนึ่งในกระบวนการผลิตพอลิเมอร์ ในการจำลองกระบวนการที่ประสบความสำเร็จจำเป็นต้องมีข้อมูลและแบบจำลองวัสดุที่เชื่อถือได้ การไหลของพอลิเมอร์สามารถทำนายได้ดีหรือไม่โดยจะใช้สมมุติฐานของของเหลวที่ไม่ยืดหยุ่น (นิวโตเนียนทั่วไป) และข้อมูลจากเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) อย่างไรก็ตามการวิเคราะห์แบบไม่ยืดหยุ่น อาจไม่สามารถอธิบายปรากฏการณ์ความหนืดได้ เนื่องจากพอลิเมอร์มีความหนืดตามธรรมชาติ
เส้นโค้งทั่วไปของโมดูลัสและความหนืดของพอลิเมอร์จะแสดงในรูปที่ 1 [1] โดยพื้นฐานแล้ว พฤติกรรมยืดหยุ่นจะมีความสำคัญมากขึ้นเมื่อเทียบกับพฤติกรรมความหนืดเมื่ออุณหภูมิลดลง ตามหลักฟิสิกส์ของพอลิเมอร์สถานะของพอลิเมอร์สามารถแบ่งออกได้เป็น 5 แบบ (1) บริเวณที่มีสถานะคล้ายแก้ว (2) การเปลี่ยนสถานะคล้ายแก้ว (3) บริเวณที่เป็นยาง (4) การไหลแบบวิสโคอิลาสติก (5) การไหลที่มีความหนืด ในบริเวณที่มีความหนืด (5) แบบจำลองที่ไม่ยืดหยุ่น (หรือแบบนิวโตเนียนทั่วไป) เป็นแบบจำลองที่เหมาะสมในการจำลองการไหลของของไหล ความยืดหยุ่นเริ่มมีความสำคัญมากขึ้นเรื่อย ๆ จากบริเวณการไหลแบบวิสโคอิลาสติก (4) ไปยังบริเวณที่เป็นยาง (3) วัสดุมีพฤติกรรมเหมือนของแข็ง (ยืดหยุ่น) มากขึ้นเรื่อย ๆ จากการเปลี่ยนสถานะคล้ายแก้ว (2) ไปบริเวณที่มีสถานะคล้ายแก้ว (1)
ในขั้นตอนการฉีด อุณหภูมิหลอมเหลวมักจะสูงกว่าอุณหภูมิหัวฉีดเนื่องจากความร้อนนั้นมีความหนืด อุณหภูมิจะลดลงในบริเวณการไหลที่มีความหนืด ซึ่งบ่งบอกว่าสามารถใช้แบบจำลองที่ไม่ยืดหยุ่นได้ (แบบนิวตันทั่วไป)ในขั้นตอนการฉีดย้ำ อุณหภูมิหลอมเหลวจะเริ่มเย็นลงและเปลี่ยนจากวิสโคอิลาสติก (4) เป็นยาง (3) ซึ่งบ่งบอกว่าพฤติกรรมยืดหยุ่นเริ่มมีบทบาทสำคัญ หลังจากฉีดย้ำแล้วพอลิเมอร์จะผ่านการเปลี่ยนสถานะคล้ายแก้วในขั้นตอนการระบายความร้อนจนไปถึงบริเวณที่มีสถานะคล้ายแก้วในขั้นตอนการปลดชิ้นงาน
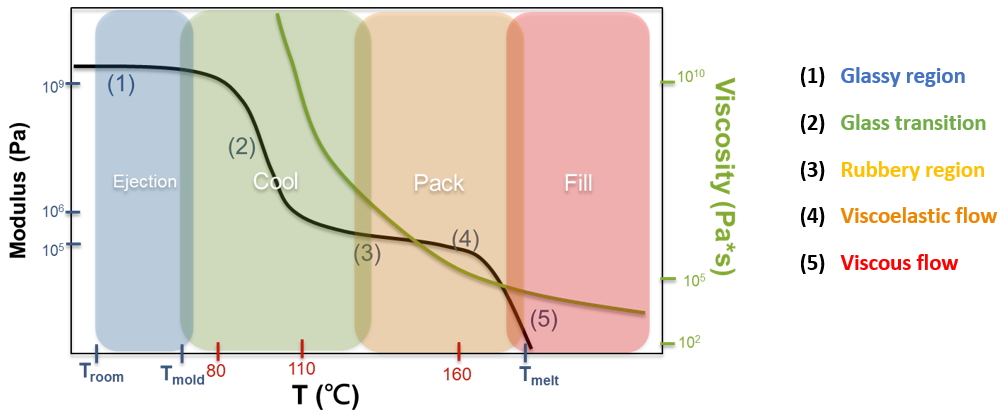
รูปที่ 1 โมดูลัสและความหนืดของพอลิเมอร์ที่ไม่เป็นผลึก (มีการระบุขนาดของโพลีสไตรีน)
นอกจากตัวแก้ความหนืดที่เสถียรแล้ว ข้อมูลวัสดุและพารามิเตอร์ที่เชื่อถือได้ของแบบจำลองทางคณิตศาสตร์ยังจำเป็นต่อการจำลองการไหลแบบวิสโคอิลาสติกที่ประสบความสำเร็จ มีการติดตั้งเครื่องวัดความเร็วหลายชนิดเช่นเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) เครื่องวัดความเร็วแบบหมุน (rotational rheometer) และ DMA ในห้องปฏิบัติการวัสดุของ บริษัท CoreTech System Co. , Ltd.

รูปที่ 2 (a) เครื่องวัดค่าแบบหมุน (rotational rheometer) ได้แก่ Anton Paar MCR-502 และ TA DHR-3 (b) เครื่องวัดความเร็วรอบมิติ (SER); (c) การติดตั้งแผ่นขนาน (d) การติดตั้งแบบบิดของโหมด DMA (e) เครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer)
โดยทั่วไปขั้นตอนการฉีดในกระบวนการฉีดขึ้นรูปถือว่ามีอัตราเฉือนสูงและมีการไหลที่อุณหภูมิสูง ดังนั้นโดยทั่วไปแล้ว capillary rheometer จึงเป็นเครื่องมือที่เหมาะอย่างยิ่งในการกำหนดลักษณะพฤติกรรมการไหล อย่างไรก็ตามมีบางบริเวณในชิ้นงาน เช่นชั้นแกนกลางหรือบริเวณจุดหนาซึ่งการไหลอยู่ภายใต้อัตราเฉือนต่ำ นอกจากนี้อุณหภูมิต่ำจะสังเกตได้ในชั้นผิวผนังโดยเฉพาะอย่างยิ่งในขั้นตอนการฉีดย้ำ ดังนั้นข้อมูลความหนืดจากเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) เท่านั้นอาจไม่เพียงพอที่จะอธิบายกระบวนการทั้งหมดได้อย่างแม่นยำ ในการขยายช่วงของอัตราเฉือนและอุณหภูมิจึงใช้ทั้งเครื่องวัดความยาวคลื่นแบบขนาน (parallel-plate) และ capillary rheometer นอกจากนี้พอลิเมอร์ของไหลที่มีพฤติกรรมเฉือนคล้ายกันอาจแสดงพฤติกรรมการขยายตัวที่แตกต่างกันมากโดยเฉพาะอย่างยิ่งสำหรับพอลิเมอร์ที่มีการแตกแขนงสูง [2] ดังนั้น SER จึงถูกนำมาใช้เพื่อให้ได้คุณสมบัติการไหลในบริเวณการไหลแบบขยาย
ช่วงที่วัดได้ของเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) มีอุณหภูมิสูง (ประมาณอุณหภูมิของกระบวนการ) และอัตราเฉือนสูง (10 – 10,000 วินาทีกำลัง -1) อย่างไรก็ตามเมื่อเข้าสู่ขั้นตอนการฉีดย้ำ อัตราเฉือนของมันจะลดลงอย่างกะทันหันจนน้อยกว่า 10 วินาทีกำลัง -1 และอุณหภูมิจะต่ำกว่าขั้นตอนการฉีด ในขั้นตอนการระบายความร้อน อุณหภูมิจะต่ำกว่า Tg หน้าต่างอุณหภูมิและอัตราเฉือนของขั้นตอนแสดงในรูปที่ 3 (a) เห็นได้ชัดว่าอุณหภูมิและอัตราเฉือนของขั้นตอนการฉีดย้ำหรือขั้นตอนระบายความร้อนอยู่นอกช่วงที่วัดได้ของเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) เราสามารถใช้ประโยชน์จากเครื่องมือต่างๆ (รวมถึงเครื่องวัดการหมุน (rotational rheometer) และ DMA) เพื่อให้ได้ข้อมูลการไหลภายใต้อัตราเฉือนและอุณหภูมิเฉือนที่ต่ำกว่า ช่วงที่วัดได้ของเครื่องมือเหล่านี้แสดงในรูปที่ 3 (b)
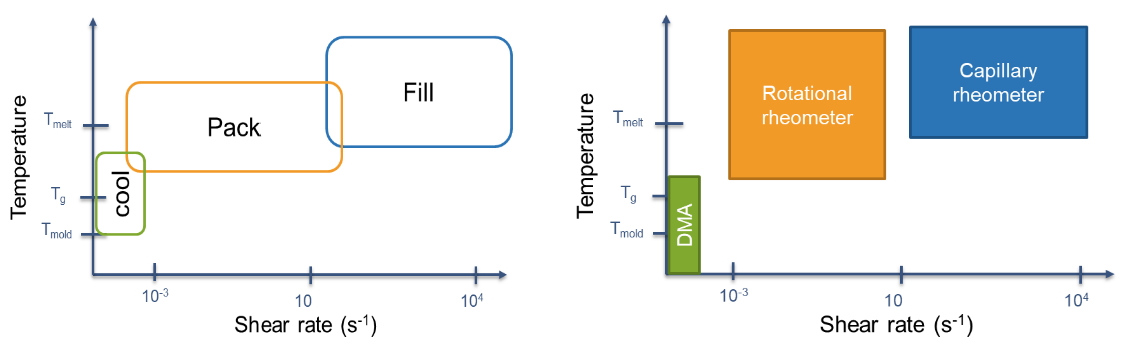
รูปที่ 3. อุณหภูมิและอัตราเฉือนของ (a) ขั้นตอนต่างๆในกระบวนการฉีดขึ้นรูป (b) เครื่องมือวัดการไหลต่างๆ
ในการสร้างแบบจำลองการไหลของพอลิเมอร์อย่างแม่นยำสำหรับทั้งขั้นตอนการฉีดและการฉีดย้ำ ซึ่งมีอัตราเฉือนอยู่ระหว่าง 104 ถึง 10-3 วินาทีกำลัง -1 เราสามารถรวมข้อมูลจากเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) และแบบหมุนได้ (rotational rheometer) ตัวอย่าง โพลีสไตรีน แสดงในรูปที่ 4
อุณหภูมิของพอลิเมอร์ในกระบวนการฉีดขึ้นรูปอาจมีตั้งแต่อุณหภูมิหลอมเหลวจนถึงอุณหภูมิแม่พิมพ์ (เช่น Tmelt ≈ 200 ℃และ Tmold ≈ 60 ℃สำหรับ PS) เพื่อให้ได้ข้อมูลการไหลที่เชื่อถือได้เราสามารถรวมรีโอมิเตอร์แบบหมุน (rotational rheometer) และ DMA รูปที่ 5 แสดงโมดูลไดนามิกของ PS จากอุณหภูมิหลอมเหลว (200 ℃) ถึงสถานะคล้ายแก้ว (30 ℃)
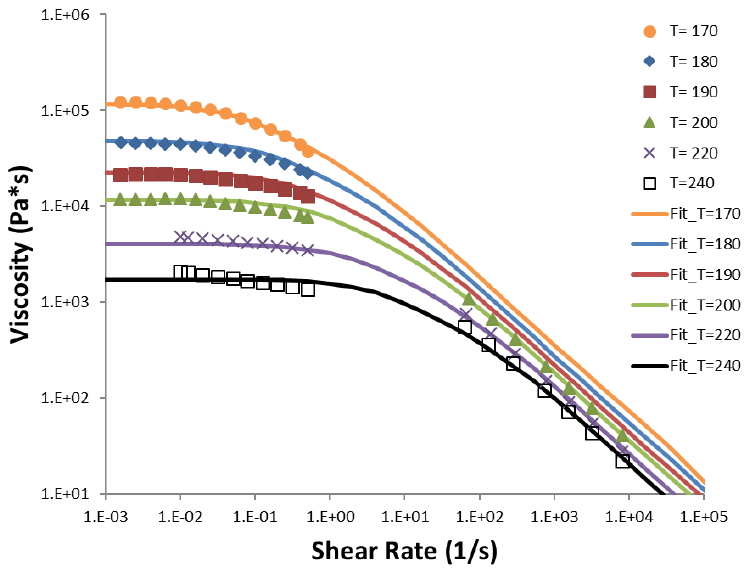
รูปที่ 4 ความหนืดของแรงเฉือนจากรีโอมิเตอร์แบบ capillary และ rotational
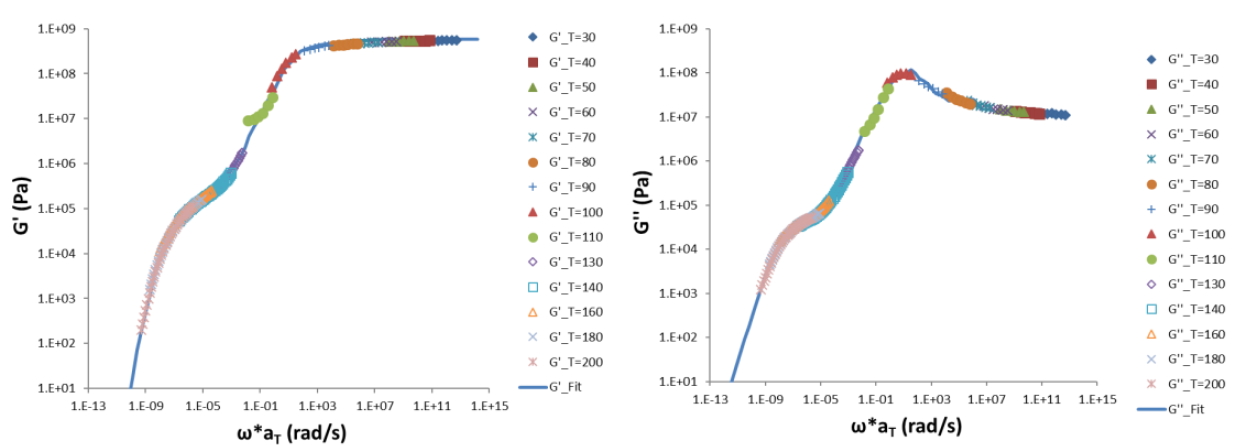
รูปที่ 5 โมดูลไดนามิกของเส้นโค้งหลักจากทั้งรีโอมิเตอร์แบบหมุน (rotational) และ DMA
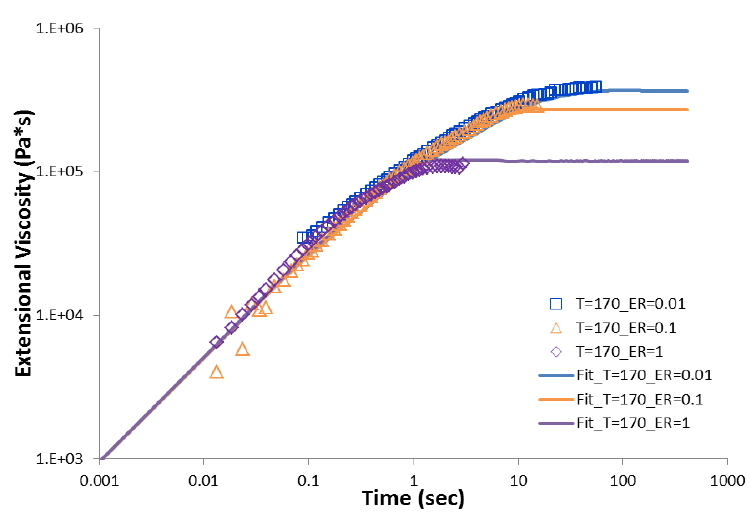
รูปที่ 6 ความหนืดภายนอกจาก SER
สามารถใช้แบบจำลองวิสโคอิลาสติกเพื่อให้พอดีกับข้อมูลการไหลจากเครื่องมือต่างๆ (ตัวอย่าง EPTT แสดงในรูปที่ 4-6 เป็นเส้นทึบ) แบบจำลองนี้ถูกนำไปใช้กับตัวแก้การไหลแบบวิสโคอิลาสติกใน Moldex3D
รูปทรงของแม่พิมพ์รวมถึงรันเนอร์และหัวฉีดจะแสดงในรูปที่ 7 (a) ความหนาของชิ้นงานคือ 2 มม. มีความกว้างและความยาว 60 มม. มีการทดลองฉีดโพลีสไตรีนจริงเพื่อตรวจสอบความถูกต้อง การเปรียบเทียบระหว่างการทดลองและการจำลองสำหรับแรงดันฉีดย้ำแสดงในรูปที่ 7 (b) พบว่าการจำลองมีความสอดคล้องกับเส้นโค้งการทดลองระหว่างขั้นตอนการฉีดและการฉีดย้ำทั้งหมด ยกเว้นช่วงเวลาหลังจาก V / Pสวิตช์ ซึ่งได้รับผลกระทบอย่างมากจากการตอบสนองของเครื่องฉีด แรงดันสูงสุดของการทดลองที่ V / P คือ 53.7 ± 0.3 (MPa) ซึ่งใกล้เคียงกับผลการจำลอง 54.6 (MPa) มาก
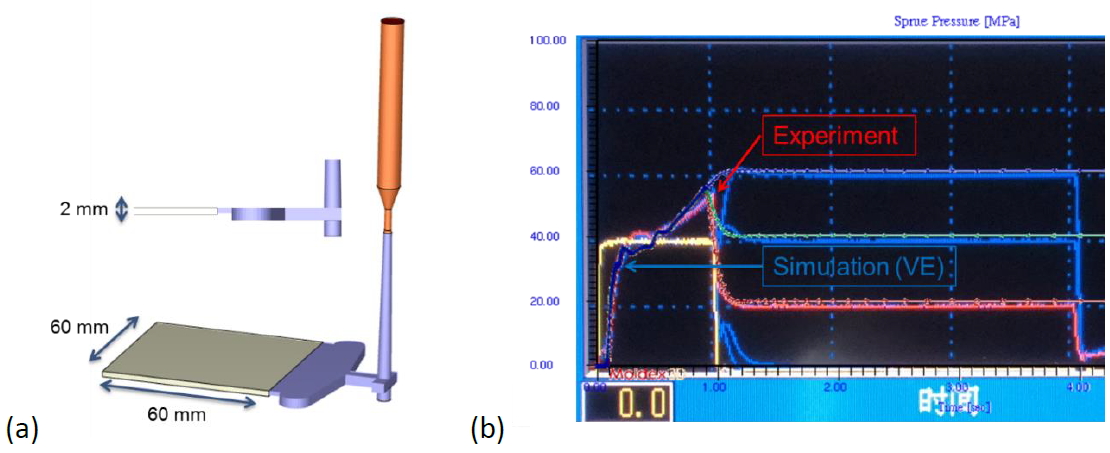
รูปที่ 7 (a) รูปทรงของแม่พิมพ์ (b) เส้นโค้งแรงดันรูฉีดของการทดลองและการจำลอง
หากเราดูรายละเอียดในกระบวนการฉีดโดย Moldex3D เราจะพบว่าการกระจายอัตราเฉือนระหว่างการฉีดอยู่ที่ประมาณ 2,000 ถึง 7,000 s-1 ในรันเนอร์และ 600 ถึง 1,000 s-1 ในชิ้นงาน ดังแสดงในรูปที่ 8 อัตราเฉือนเหล่านี้อยู่ในช่วงของเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) รูปที่ 9 แสดงการกระจายอัตราเฉือนในขั้นตอนการฉีดย้ำ อัตราเฉือนต่ำกว่า 20 s-1 ในรันเนอร์และน้อยกว่า 1 s-1 ในชิ้นงาน ซึ่งอยู่นอกช่วงที่วัดได้ของเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) ไม่เพียงแต่อุณหภูมิเท่านั้น แต่ยังรวมถึงช่วงที่วัดได้ของอัตราเฉือนของเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) ไม่กว้างพอที่จะครอบคลุมการจำลองในการฉีดย้ำ
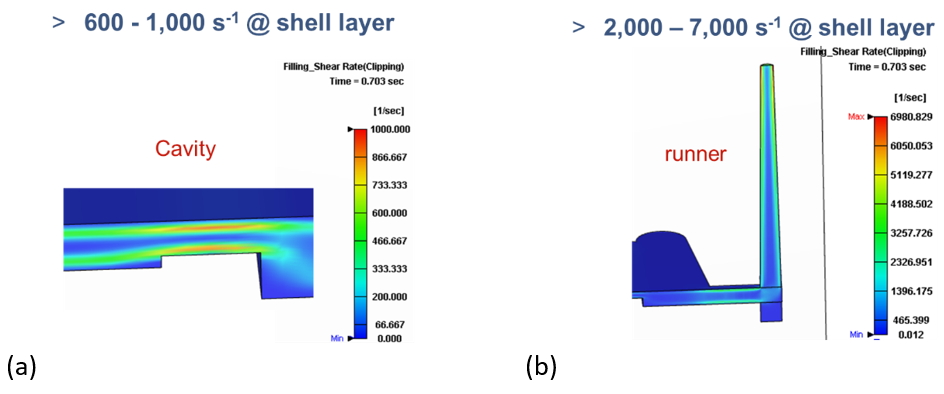
รูปที่ 8 การกระจายอัตราเฉือนในช่วงเวลาสิ้นสุดการฉีดใน (a) ชิ้นงาน (b) รันเนอร์
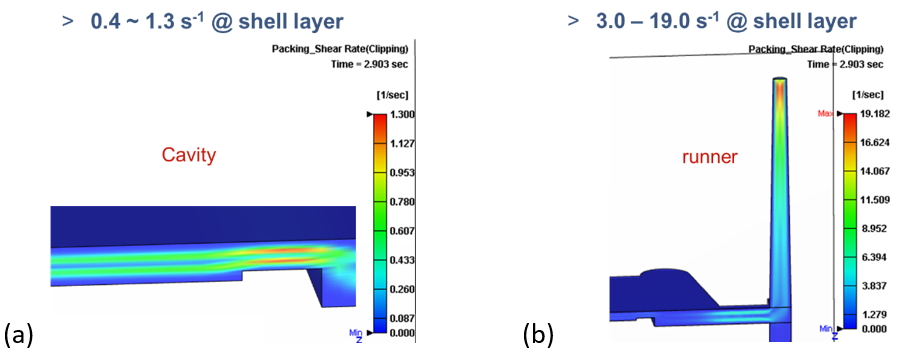
รูปที่ 9 การกระจายอัตราเฉือนในขั้นตอนการฉีดย้ำใน (a) ชิ้นงาน (b) รันเนอร์
รูปที่ 10 แสดงอุณหภูมิในขั้นตอนการฉีดย้ำ ในชั้นเปลือกของรันเนอร์ต่ำกว่า 180 ℃และต่ำกว่า 140 ℃ในชิ้นงาน เห็นได้ชัดว่าอุณหภูมิอยู่นอกช่วงของเครื่องวัดความเร็วรีโอมิเตอร์ (capillary rheometer) อีกครั้ง ยิ่งไปกว่านั้นพวกมันยังอยู่ในช่วงของอุณหภูมิตั้งแต่บริเวณที่มีความหนืดไปจนถึงบริเวณที่เป็นยางซึ่งพฤติกรรมยืดหยุ่นมีบทบาทสำคัญ ดังนั้นรีโอมิเตอร์แบบหมุน (rotational rheometer) จึงมีส่วนช่วยให้ได้รับอัตราเฉือนต่ำและมีข้อมูลอุณหภูมิต่ำเพื่อให้การจำลองสำเร็จโดยเฉพาะอย่างยิ่งในขั้นตอนการฉีดย้ำ
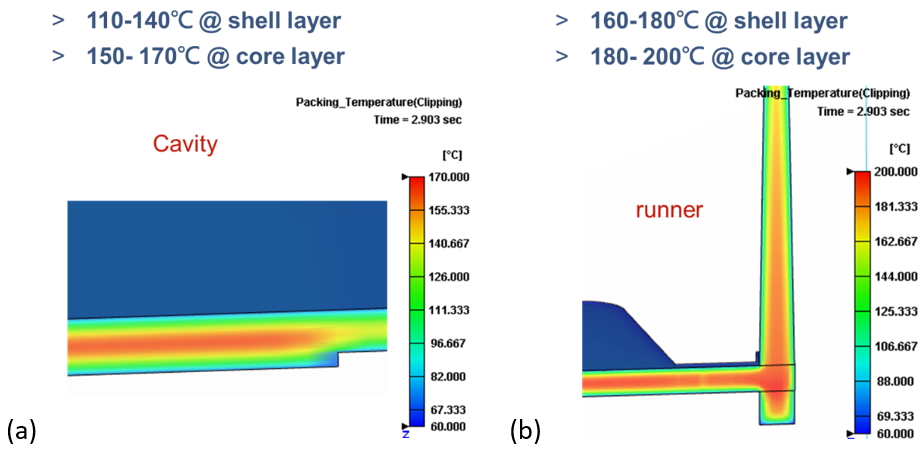
รูปที่ 10 การกระจายอุณหภูมิในขั้นตอนการฉีดย้ำใน (a) ชิ้นงาน (b) รันเนอร์
โดยสรุปแล้ว เพื่อจำลองกระบวนการฉีดขึ้นรูปทั้งหมดให้สมจริงและแม่นยำยิ่งขึ้น เราสามารถรวมเครื่องมือต่าง ๆ เพื่อให้ได้ข้อมูลการไหลที่หลากหลาย อย่างไรก็ตามจะต้องได้รับการสนับสนุนอย่างดีจากซัพพลายเออร์วัสดุเพื่อช่วยเพิ่มความพร้อมใช้งานทั่วไปของข้อมูลวิสโคอิลาสติก
อ้างอิง
- Shaw, M. T.; MacKnight, W. J. Introduction to Polymer Viscoelasticity; Wiley, 2005.
- Macosko, C. W. Rheology: Principles, Measurements, and Applications; Wiley, 1994.