

- 顧客名:Guangzhou GoHope Info-tech Co., Ltd.
- 業種:電子機器
- 導入ソリューション:Moldex3D eDesign
- 国名:中国
概要
家庭電化製品の外装部品には、高精度の寸法と優れた表面処理が求められます。表面処理がおろそかになると、製造工程の後半にある部品組み立て時に問題が生じます。そのため、効率的な部品反り変形の制御は、製品製造工程において非常に重要な要素です。 部品の反り変形の効率的な制御と良質な表面仕上げを両立にするために、CAE技術による形状デザインと工程パラメーターの最適化が様々な業界で取り入れられています;なかでも、家庭用器具や電化製品のメーカーにとって、充填解析は、製品開発サイクルにおいて必要不可欠な要素となっています。GoHope社は、Moldex3Dを使ってDVDプレイヤーのフロントカバーの成形シナリオ改善に取り組みました。(Fig. 1)。 GoHope社は、Moldex3Dの解析結果をもとに、量産開始前にデザイン変更と工程パラメーターの調整を行い、その結果、反り変形問題の解決と生産コストの削減、そして、製造サイクルタイムの短縮を実現しました。
Fig. 1: DVDプレイヤーのフロントカバー。高い精密性と、美しい表面処理が求められる部品です。
課題
- 不均等な収縮による深刻な反り変形対策
- サイクルタイム短縮
- ウェルドライン無し、ひけ無し、他光沢面を損ねる欠陥の無い部品作り
ソリューション
製品設計の初期段階に、部品の反り変形の発生原因と金型の問題を調査する為Moldex3D eDesignのフルパッケージを導入しました。GoHope社は、Moldex3Dによる解析を通じて、反り変形量を目で見て確認することができ、製品デザインと工程パラメーターを適切に変更・調整することが可能となりました。 つまり、部品の反り変形問題の改善とサイクルタイムの短縮を同時に実現した、ということです。
メリット
- 部品の反り変形問題を改善(反り変形量をX方向に40%、Y方向に45%、Z方向に43%、それぞれ削減)したことにより、製品の寸法誤差問題が大幅に解消
- サイクルタイムが35.2秒から29.5秒に短縮されたことにより、生産性が向上
- 従来の製品全体の生産コストの52.3%(461,000中国人民元に相当)を削減
ケーススタディ
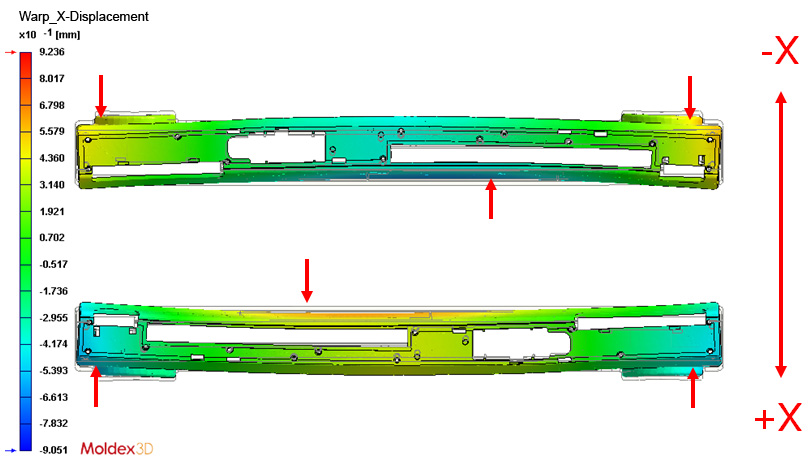
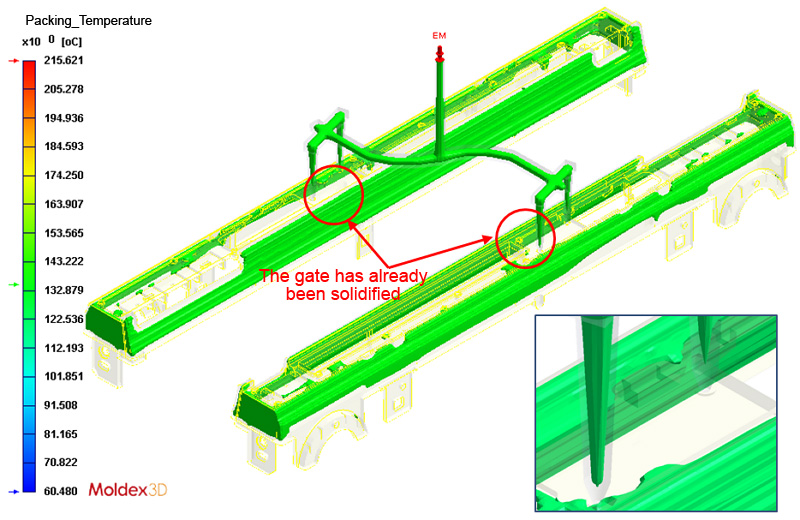
まず、GoHope社はMoldex3Dを用いてオリジナルデザインを解析しました。その結果から、充填時の不均等な樹脂流れが製品の収縮にムラを生じさせ、これが反り変形につながっていることが判明しました。Fig. 2は、X方向における反り変形の推定図です;反り変形が大きく、生産工程終盤の部品組み立てにおいて問題を生じる恐れがあります。Fig. 3に緑色で示す部分がメルトのコア(温度が固化点=135°Cを超える部分)です。ただしゲートが保圧ステージですでに固化していることから、保圧時間は必要以上に長く設定されており、短縮が可能であることがわかります。さらに、Moldex3Dによる予測から、現在の工程パラメーターでは顧客の予想以上に長い冷却時間がかけられていることも判明しました。そのため、保圧時間と冷却時間を短縮することで全体のサイクルタイムの効率的な短縮が望めます。
 |
 |
|
Fig. 2: X方向の深刻な反り変形は、部品組み立て段階の不具合につながる。 |
Fig. 3: 保圧段階ですでにゲートが固化していることから、保圧時間は必要以上に長く、短縮することが可能。 |
上記の課題を念頭に、樹脂流れの不均等とサイクルタイムの問題解決のためにGoHope社は最初のデザイン変更を実施しました(Revised1)。オリジナルの2点ゲートのデザインでは不均等な樹脂流れが製品の収縮にムラを生じさせていました。この問題を解決するために2点ゲートのデザインを1点ゲートのデザインに変更し、さらに、ゲート位置を製品の中央に移しました(Fig. 4)。 また、工程パラメーターの調整も行い(保圧時間を8.7秒から7秒に、冷却水の温度を55°Cから25°Cに変更)、全体のサイクルタイムの短縮を図りました。
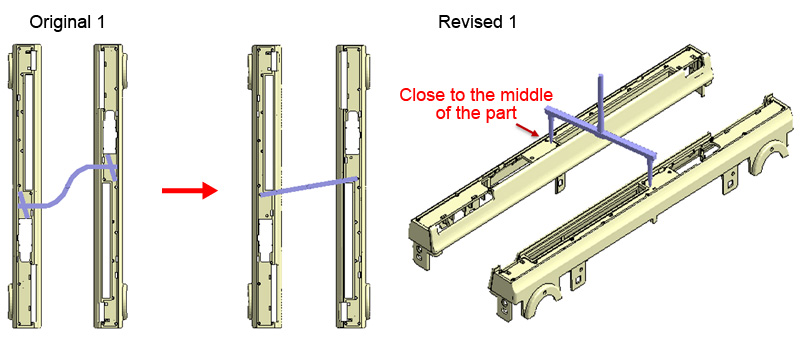 Fig. 4: Original 1のゲートデザインと変更を加えたRevised 1のゲートデザイン
Fig. 4: Original 1のゲートデザインと変更を加えたRevised 1のゲートデザイン
続いて、Moldex3Dによる解析を使ってRevised1のデザインにおける改善状況を調査しました。解析の結果から、以下のことがわかりました:
- 冷却水の温度を下げることで、冷却時間の短縮が可能。ただし、この場合にはコアキャビティの成形温度差が増加するため、反り変形の問題は拡大。
- Fig. 5に示すように、製品の形状から、ゲート数の変更(2点→1点)では反り変形の問題は解消されない。また、冷却温度の低下により金型温度の差が拡大したことで他にも悪影響が確認された。このため、GoHope社は部品板厚のデザイン変更を提案。
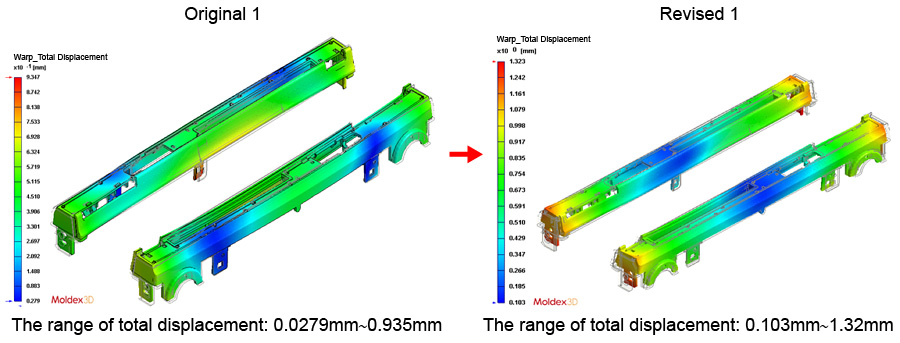 Fig. 5: 総変位量はOriginal 1(左)のデザインよりもRevised 1(右)の方が多い。
Fig. 5: 総変位量はOriginal 1(左)のデザインよりもRevised 1(右)の方が多い。
そこで、GoHope社は、対案として部品板厚の変更を軸に進めることを提案しました。Revised2のデザインでは、ゲートデザインをOriginal1のデザインと同じ2点ゲートに戻し、ゲート位置も同様にOriginal1に合わせ、冷却水の温度は(Revised1と同じ)25°Cとしました。そして、板厚のデザイン調整も行い、壁の板厚を2.3mmから2.15mmに変更する事で(Fig.2)、保圧時間が5秒まで短くでき、冷却時間も20秒から18秒に短縮する事が出来ました。
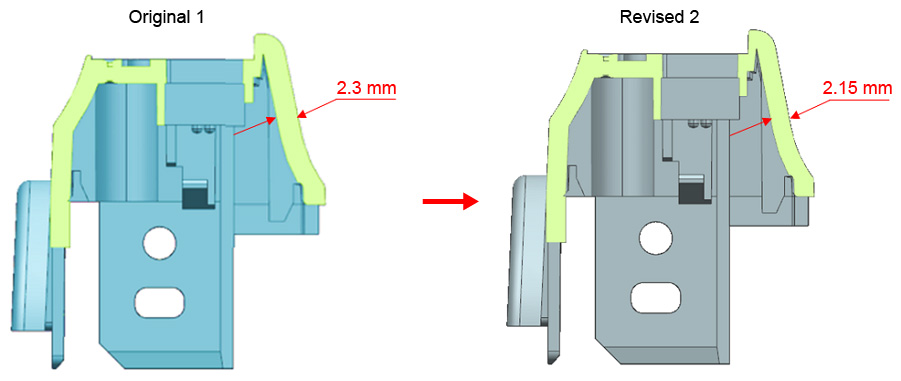 Fig. 6: Original 1のデザインの板厚とRevised 2のデザインの板厚
Fig. 6: Original 1のデザインの板厚とRevised 2のデザインの板厚
Moldex3DでRevised2のデザインを解析し、以下のことがわかりました:
- Original1~Revised2の3つのデザイン変更案はいずれも製品の外観要求を満足させており、部品の光沢面にウェルドラインやエアトラップは確認されず(Fig. 7)
- 部品板厚の減少により、水温25°Cの冷却水は非常に高い効果を示した(Fig. 8)
- オリジナルデザインでは8.7秒だった保圧時間は、Revised2のデザインではわずか5秒に
短縮可能(Fig.9) - 部品の反り変形が大幅に改善(Fig. 10)
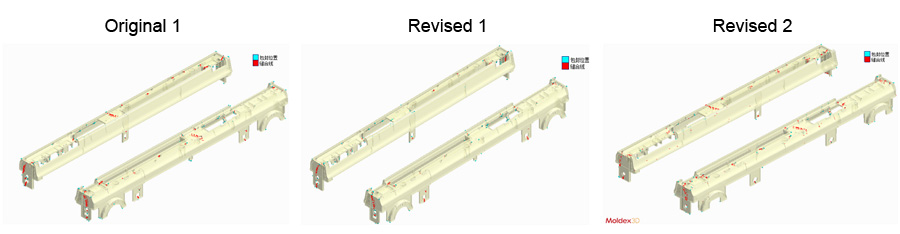
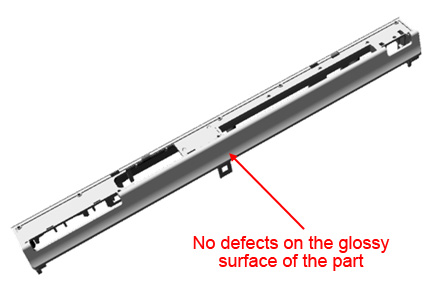 Fig. 7: 部品の光沢面にウェルドラインやエアトラップは確認されない
Fig. 7: 部品の光沢面にウェルドラインやエアトラップは確認されない
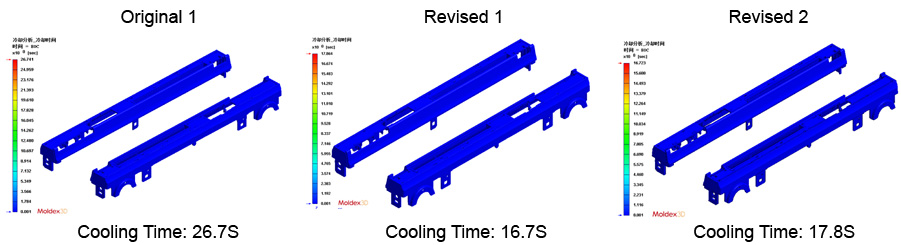 Fig. 8: 部品の板厚を薄くし、冷却水の水温を25°Cに設定後、非常に高い効果を示した。
Fig. 8: 部品の板厚を薄くし、冷却水の水温を25°Cに設定後、非常に高い効果を示した。
Revised 2として示すように、冷却時間は16.7秒に短縮可能。
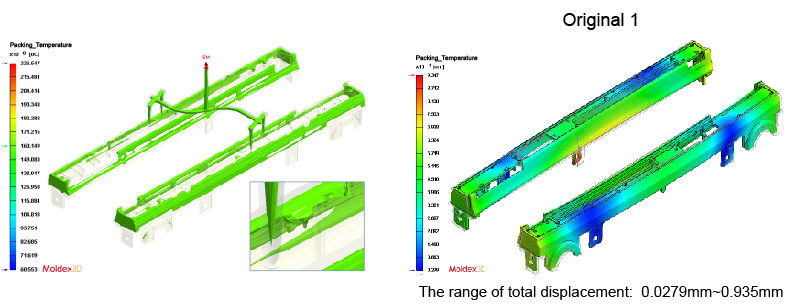 Fig. 9: 保圧時間は5秒で十分であるため、Revised 2のデザインが最適設計であると判断
Fig. 9: 保圧時間は5秒で十分であるため、Revised 2のデザインが最適設計であると判断
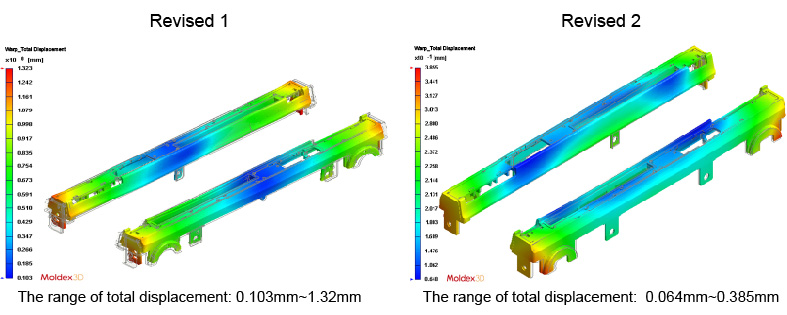 Fig. 10: 製品の収縮が大幅に改善されたRevised 2のデザインは、反り変形量が最も少ない
Fig. 10: 製品の収縮が大幅に改善されたRevised 2のデザインは、反り変形量が最も少ない
GoHope社は、Moldex3Dの解析結果から最適な製品デザインと工程パラメーターを効率的に導き出すことに成功しました。Moldex3Dによる解析の評価を経て、反り変形の低減とサイクルタイムの短縮に最も効果的なデザインとして、Revised2のデザインがベストであると自信をもって結論付けました。
結果
GoHope社は、Moldex3Dを用いた解析によって、効率的なデザイン変更と工程パラメーターの最適化を達成しました。その結果、製品の反り変形に40%以上の改善し、サイクルタイムも大幅に短縮され、全体の生産性が大きく向上しました。以下の表は、オリジナルデザインを使用した場合と変更後のデザインを使用した場合、それぞれに想定される製造コストのサマリーです。 製品デザインと製造・開発にMoldex3Dの技術を活用したことで、全体の生産コスト削減額は最大461,000人民元となり、元の生産コストの52.3%を削減しました。さらに、このケーススタディは製品のライフサイクルマネジメント(PLM)にCAEが必要不可欠であることを示す好例でもあります。CAE解析は製品開発サイクルに非常に有用な指針を示す技術であるといえます。
| Original Design 変更前 |
Revised Design (変更後:Revised 2) |
|||
| 金型コスト | 100, 000 x 8 | 800,000 | 100, 000 x 4 | 400,000 |
| 試作金型 | 5,000 x 8 | 40,000 | 5,000 x 2 | 10,000 |
| 金型再製作 | 4,000 x 5 | 20,000 | 4,000 x 1 | 4,000 |
| 人件費 | 5,000 x 4 | 20,000 | 5,000 x 1 | 5,000 |
| 合計 (単位:中国人民元) |
総コスト | 880,000 | 総コスト | 419,000 |