
コスト削減と軽量化実現のため、長繊維強化熱可塑性プラスチックが自動車産業でますます利用されています。プラスチックに追加される補強材は、機械特性を飛躍的に向上させる複合材が用いられるようになりました。繊維強化された熱可塑性プラスチック製品の製造には通常、射出成形プロセス技術が使用されます。この成形プロセスでは繊維破損が発生します。繊維長は製品の機械特性、強度、剛性、耐衝撃性に大きな影響を及ぼします。長繊維製品の利点として、優れた機械特性や優れた耐衝撃性、強化されたクリープ性能などが報告されています。繊維長を短くすることは、繊維の強化能力を低下させることになります。しかしスクリューによって誘発される繊維長属性は、流動よりも遥かに予測が難しいのが現状です。
うまく制御されていない成形プロセスでは、繊維破損により繊維長が50% に短縮される結果になります。(つまり平均で繊維長が10 mmから5 mm になります。)最も影響力のあるファクタは製品の耐衝撃度です。 長繊維を扱う産業(自動車産業や家電産業)のほとんどは、使用者の保護と製品内部の回路の保護のため、衝撃吸収率の改良を重要視しています。従ってスクリュー部分の繊維長の短縮は、設計者にとって非常に重要になります。
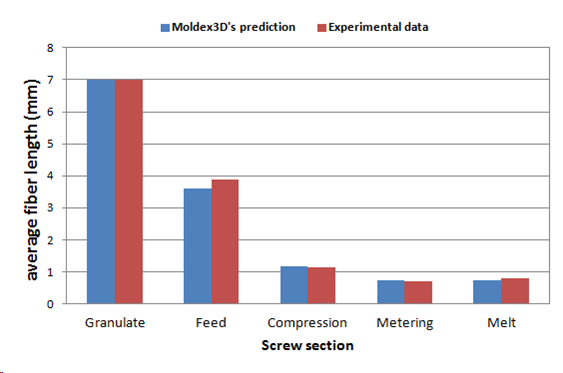
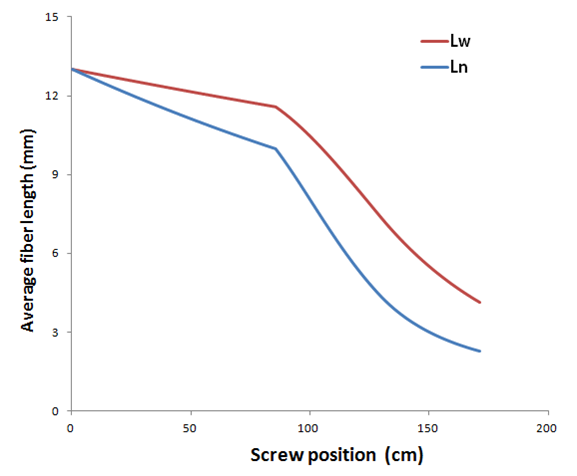
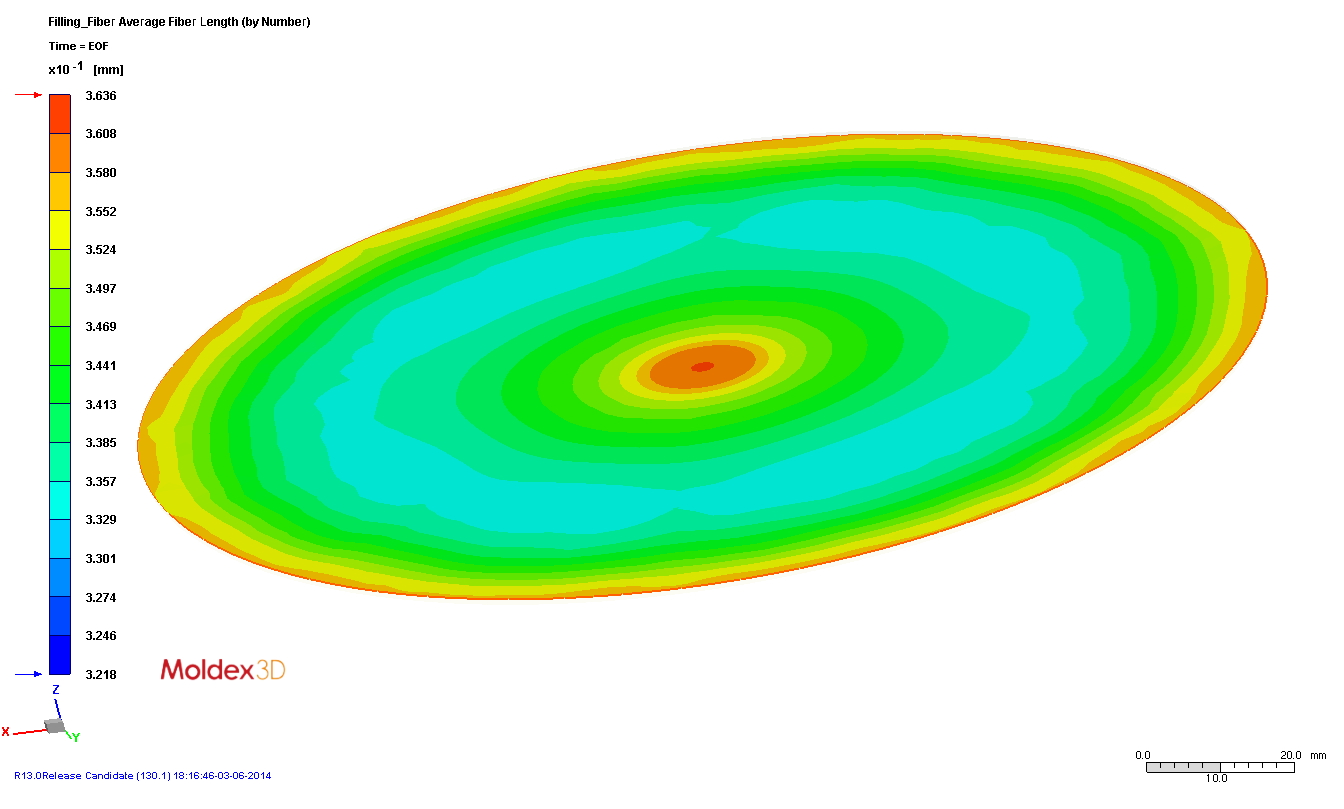
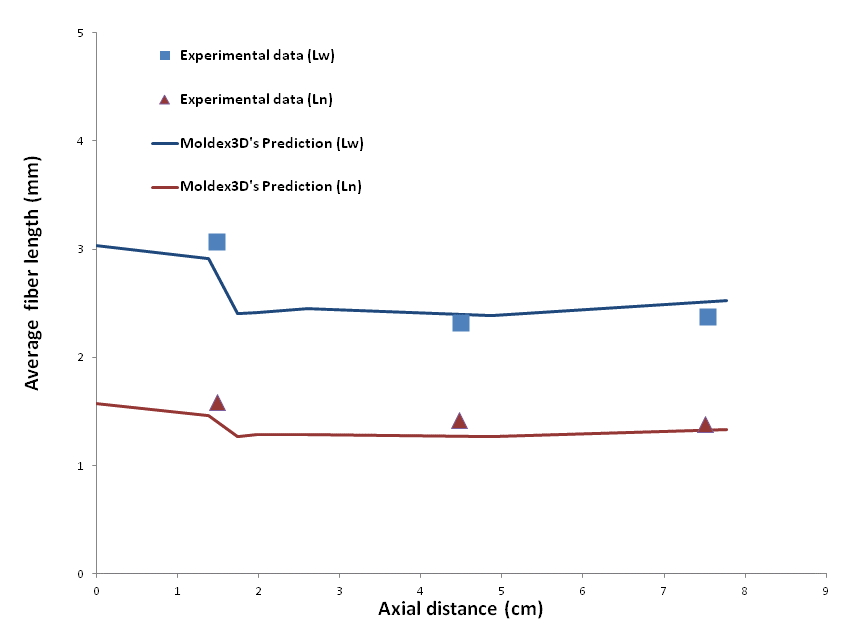
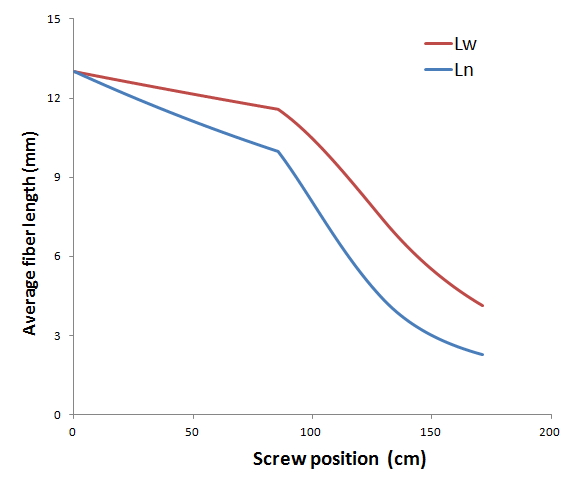
センターゲート充填システムを用いたディスク(初期繊維長 13 mm)を例にあげます。Moldex3D Fiber モジュールを使って長繊維の長さを検証できます(Fig. 1) 。加工工程はスクリュー通過からゲート通過、さらに製品までの段階があります。一般的に繊維長には2種類の単位が使用されます。数-平均繊維長 (Ln) と重量-平均繊維長 (Lw)です。スクリュー通過時と充填(流動)段階の両方で、繊維長分布を調べることが可能です( Fig. 2およびFig. 3)。実験結果とMoldex3D 予測を比較すると、非常によく一致していることがわかります (Fig. 4)。このように、Moldex3Dは繊維強化熱可塑性プラスチックの製造に役立ちます。
{kind=link}