


- 学校:明志科技大学
- 地域:台湾
- 業種:教育
- 導入ソリューション:Moldex3D Advanced Package; Flow, Pack, Cool, Warp
明志科技大学は工学部、環境リソース学部、管理設計学部の3学部、11の大学院修士課程、1つの博士課程、10の学科を有する大学で、現在すべての学科で中華工程教育学会(IEET)、華文商管学院(ACCSB)などの国際的な教育認証を取得し、国際標準に即した教育システムを提供しています。(出典:https://www.mcut.edu.tw/)
概要
現在の製造業には「時は金なり」という言葉が当てはまります。プラスチック射出産業では多くのメーカーが射出成形プロセスにおける冷却時間を短縮してコストを最小限に抑えることを望んでおり、冷却システムの重要性が高まっています。本事例において明志科技大学チームは、冷却時間、キャビコア温度差、製品の変形問題の改善を目的とし、Moldex3Dを利用したコンフォーマル冷却回路設計の最適化を行いました。本事例で実施した実験結果では、コンフォーマル冷却回路は従来型冷却回路と比較して冷却時間を70%短縮するという優れた効果を発揮することを示しました。
課題
- ラピッドツーリング(rapid tooling)によって生じる製品の変形
- 冷却効率の改善
- コストと時間を消費するトライ&エラー
導入ソリューション
明志科技大学の学生たちはMoldex3Dの冷却シミュレーション機能を利用して、様々な冷却回路設計(従来型冷却回路、コンフォーマル冷却回路、冷却回路なし)が製品の成形工程に与える影響を評価するとともに、製品品質を最適化する最適なコンフォーマル冷却回路設計の評価を行いました。
メリット
- 冷却時間を70%短縮
- 変形を56%改善
- コンフォーマル冷却回路の冷却効率を検証
- 冷却時間を短縮し、試作コストを削減
- 様々な冷却システムにおける冷却時間、温度、変形の違いについての理解
ケーススタディ
冷却時間は射出成形サイクル全体の70%を占めています。従来型冷却回路システムでは冷却時間の短縮と製品品質の維持を両立することは非常に困難であり、この問題を解決するには、コンフォーマル冷却回路への変更を検討する必要がありました。
明志科技大学では、シミュレーションで最適な冷却時間を特定し、実験を通してシミュレーション結果を検証することを目標とし、Moldex3Dを利用して冷却システムに影響を与える要因を調査しました。また、成形サイクルの短縮、温度差、そり変形に対する研究も同時に行いました。
本事例の製品はサイズが60x30x60mm、厚さ2mmのワックス製カップで、2mmのピンゲートからランナーシステムを経由せずに直接射出されます。Moldex3D eDesignによるメッシュ作成時に、製品表面に温度と冷却時間を測定するセンサーノードを配置します。45種類のサイズの異なるコンフォーマル冷却回路の設計、研究を行い、その中での最適な冷却回路と、従来型冷却回路および冷却回路なしのモデルとの比較を行いました(図1)。
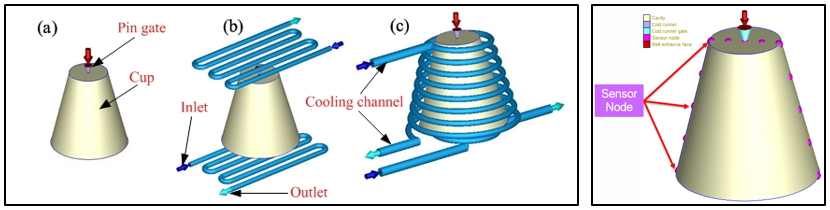
図1 左:(a)冷却回路なし (b)従来型冷却回路 (c)コンフォーマル冷却回路
右:センサーノードの位置
最初の評価では、最適なコンフォーマル冷却回路での冷却時間は最短の92.73秒(図2)を達成し、その冷却回路設計は最小直径(4mm)、最小間隔(6mm)で、冷却回路中心から表面までの距離が最短(8mm)であることが確認できました。この設計では冷却回路の全体長が最長、表面積が最大となり、非常に高い冷却効率を得ることができました。また、シミュレーション解析結果から、間隔が広くなると冷却時間が長くなり、製品温度と金型表面温度の差が小さいほど、製品変形が少なくなることが確認できました。

図2 コンフォーマル冷却回路の冷却時間の比較
次の評価では、コンフォーマル冷却回路の冷却効率が従来型冷却回路や冷却回路なしのモデルよりも優れていることを確認できました。最適なコンフォーマル冷却回路は、従来型冷却回路や冷却回路なしのモデルと比較して、冷却時間をそれぞれ70.03%、90.26%短縮(図3)することができ、温度差が最小に抑えられたことによりカップ底部の内側および外側の温度分布が均一になっています(図4)。また、キャビティ壁面の上部、下部の温度差についても冷却回路なしの場合と比較して99.5%減少しています(図5)。さらに重要な点としては、最適なコンフォーマル冷却回路の製品そり変形の3軸方向の変位と総変位量が最小となっており、従来型冷却回路、冷却回路なしのモデルと比較すると、それぞれ24.05%、56.01%改善されています(図6)。
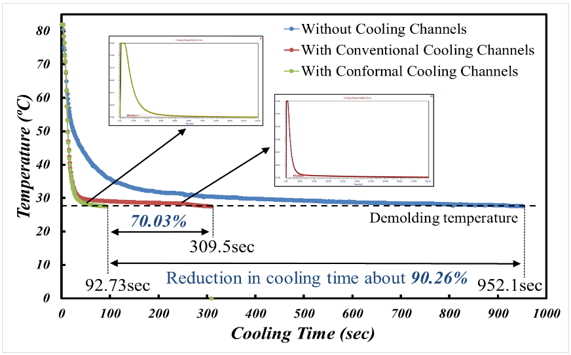
図3 各種冷却回路システムが取り出し温度に達するまでの冷却時間の比較
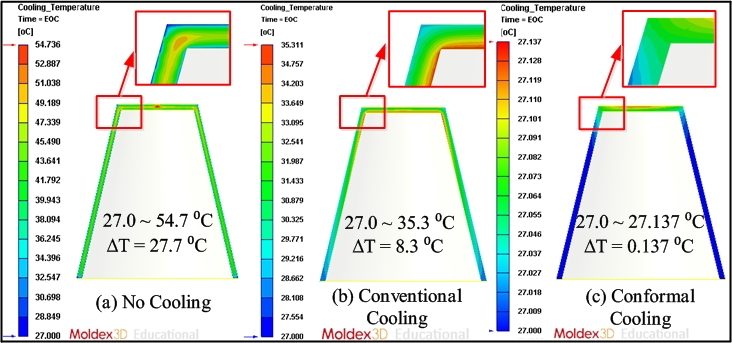
図4 カップ内部の製品温度差:(a)冷却回路なし (b)従来型冷却回路 (c)コンフォーマル冷却回路
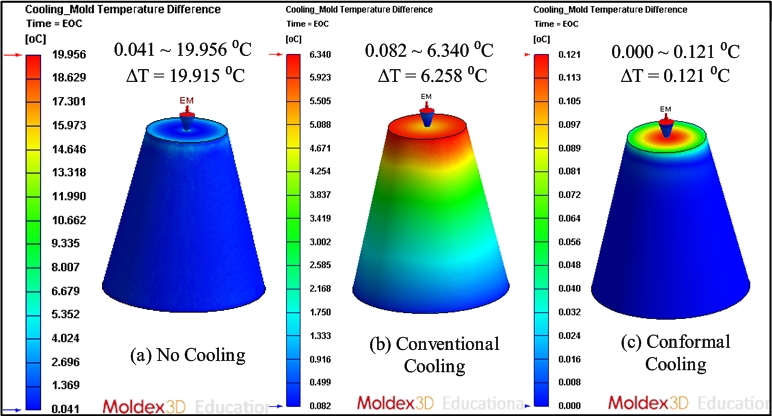
図5 金型温度差:(a)冷却回路なし (b)従来型冷却回路 (c)コンフォーマル冷却回路
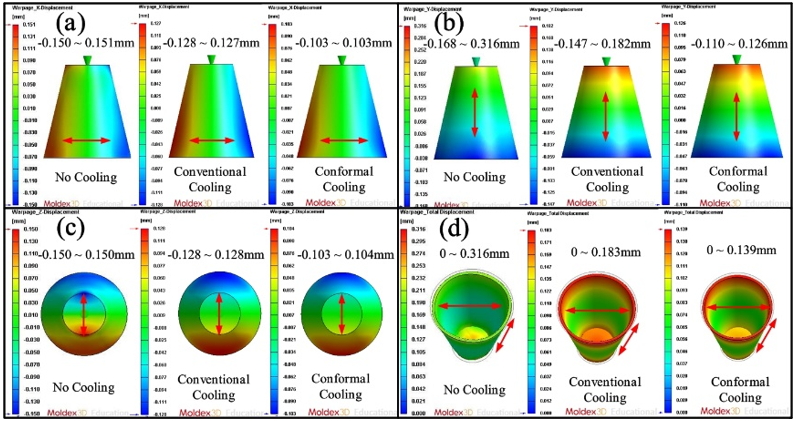
図6 各方向の変位の比較:(a) X軸変位 (b) Y軸変位 (c) Z軸変位 (d)総変形
シミュレーション結果の検証のために、アルミを充填したエポキシ樹脂製の金型と冷却システムを製作しました。従来型冷却回路はK512ワックスで製造しましたが、コンフォーマル冷却回路はABSやPLAを用いて製造を試みましたが、うまくいかなかったためワックスフィラメントで製造しました。実験では水を冷却液として使用しました(図7)。また、金型にセンサーノードを配置し、表面温度、製品温度、冷却時間を測定しました。
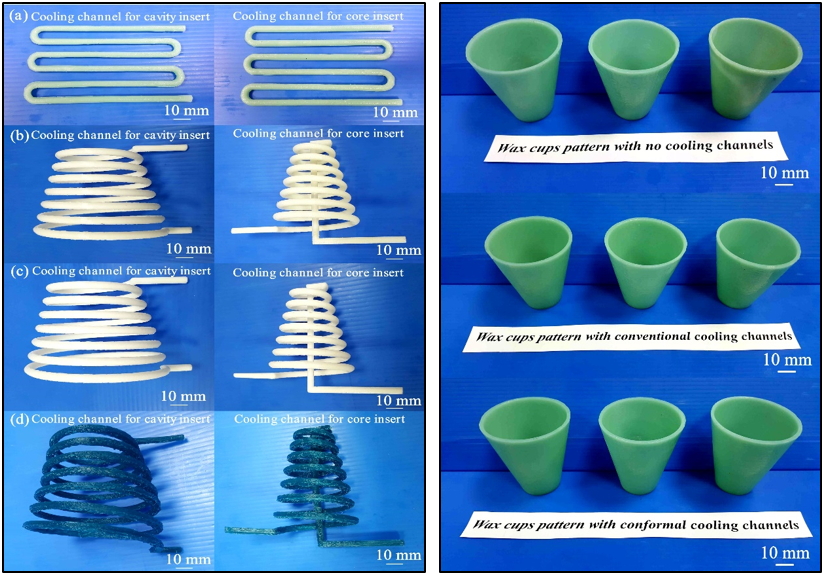
図7 左:(a) K512ワックス製の従来型冷却回路、(b) ABSコンフォーマル冷却回路、(c) PLAコンフォーマル冷却回路、(d)ワックスフィラメント製コンフォーマル冷却回路
右:低圧射出成形によるワックス製製品
本実験ではワックス射出成形技術を用い、低圧射出装置によってワックスを金型に射出しています。溶融温度と冷却液温度の設定はそれぞれ82°C、27°Cで、解析精度の確保のため、成形サイクルを10回繰り返しています。
図8より、Moldex3Dのシミュレーション結果と実験結果は良い一致を示しています。シミュレーション結果から従来型冷却回路に比べ、コンフォーマル冷却回路では冷却時間が69.61%改善していることが確認でき、従来型冷却回路とコンフォーマル冷却回路のシミュレーション結果と実験結果の誤差はそれぞれ16.96%、18.62%となっています。
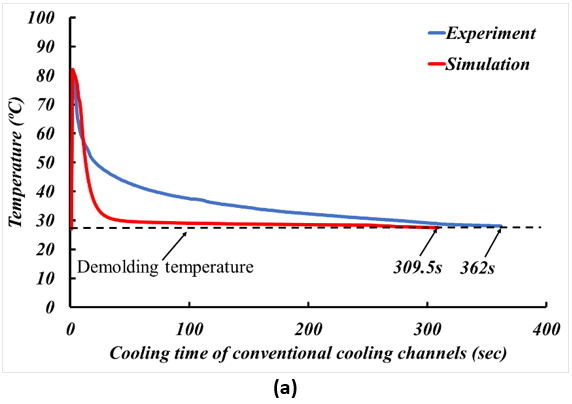
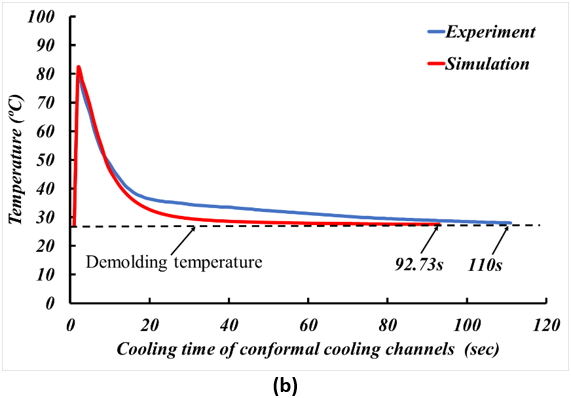
図8 実験結果とシミュレーション結果の比較:(a)従来型冷却回路の冷却時間、(b)コンフォーマル冷却回路の冷却時間
結論
上記の研究から、明志科技大学のチームがMoldex3Dを利用した冷却、そり変形解析は、45パターンのコンフォーマル冷却回路から最適な設計を特定する助けとなっただけでなく、この設計を利用して製品の冷却時間、温度差、製品の変形を効果的に改善することも確認できました。実験結果からもコンフォーマル冷却回路は従来型冷却回路よりも冷却効率に優れていることが確認され、Moldex3Dはコンフォーマル冷却回路の最適化に対して優れた効果を発揮するツールであると言えます。