

Edited by Marirajan Ramachandran, Sr. Technical Executive at Asia Pacific Team, Moldex3D
![]()
- Заказчик: SABIC Research & Technology Pvt. Ltd.
- Страна: Индия
- Промышленность: Автомобилестроение
- Решение: Moldex3D Advanced Package; Flow, Pack, Cool, Warp, Designer BLM, MCM, Injection Compression molding
SABIC is a global leader in diversified chemicals, headquartered in Saudi Arabia, India. It Manufactures different kinds of products including chemicals, commodity and high-performance plastics, Agri-nutrients and metals. (Source)
Аннотация
Инжекционно-компрессионное формование с двумя впрысками открывает большие возможности для изделий, состоящих из нескольких компонентов, одного или нескольких материалов или цветов, произведенных в одной форме. Появление большинства дефектов на поверхности изделия в процессе инжекционно-компрессионного формования с двумя впрысками обусловлено влиянием целого комплекса факторов. Задачей данного исследования стало продемонстрировать моделирование таких процессов в Moldex3D, выявить ключевые аспекты литья изделий с ребрами жесткост и определить факторы, влияющие на формирование утяжин. Визуализация процесса, полученная с помощью Moldex3D, позволила в короткие сроки верифицировать и оптимизировать проект изделия, избежав длительного и ресурсозатратного метода проб и ошибок.
Задачи и проблемы
- Недостаточное помнимание процесса инжекционно-компрессионного литья с двумя впрысками
- Сложная форма изделия и рекомендации по процессу изготовления
- Утяжины
Решение
Модуль для многокомпонентного литья в Moldex3D (MCM) позволяе вести учет изменения температур для первого и второго впрысков
Преимущества
- Формирование представляения о процессе литья с двумя впрысками благодаря учету термального эффекта первого впрыска.
- Минимализация или полное исключение метода проб и ошибок в производстве.
- Оптимизация конструкции изделия.
- Минимизация сложностей процесса литья и затрат на доработку оснастки в процессе проектирования.
- Обеспечение правильного выбора термопластавтомата, ускорения выхода на рынок, оценки сложности конструкции.
- Сокращение времени производства
Исследование
Сегодняшний тренд это замена процесса прессования SMC (полиэфирного листового материала) решениями с использованием термопластов для производства больших изделий, таких как панели кузова, боковые дефлекторы грузовых автомобилей, панорамные люки и др. У этого решения есть ряд преимуществ перед пресованием с использованием SMC (большая гибкость в вопросах проектирования констуркции изделия, меньший вес, возможность интеграции двух и более деталей).
Инжекционно-компрессионное формование с двумя впрысками с каждым годом все активнее применяется в различных отраслях промышленности, однако отсутствие отработанных механизмов моделирования вносит сложности в процесс производства, в частности это касается процесса оптимизации проекта изделия. Инженер-исследователь компании SABIC, Рагхавендра Джаниварад, демонстрирует моделирование процесса инжекционно-компрессионного формования с двумя впрысками в интерфейсе Moldex3D для решения проблемы дефектов поверхности.
Цель – промоделировать процесс инжекционно-компрессионного формования с двумя впрысками, определить потенциальное коробление, дефекты поверхности и распределение температур. (Рис. 1).
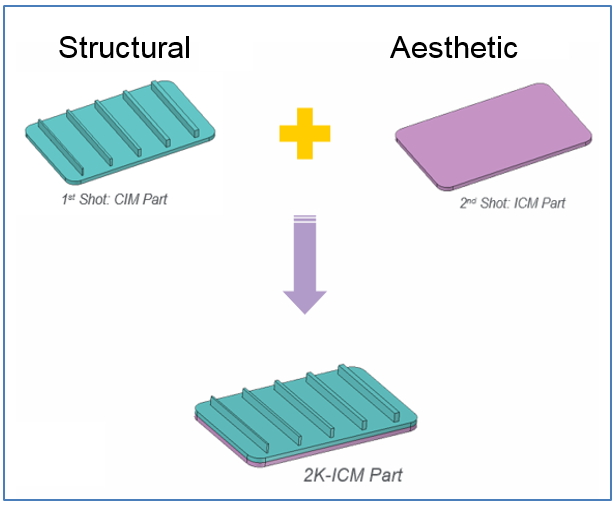
Рис. 1 Модель изделия
Для детали с ребрами жесткости (размеры ребер варьируются) необходимо понять влияние, которое оказывает размер ребра на поведение температур и, как результат, на качество поверхности Рис. 2.
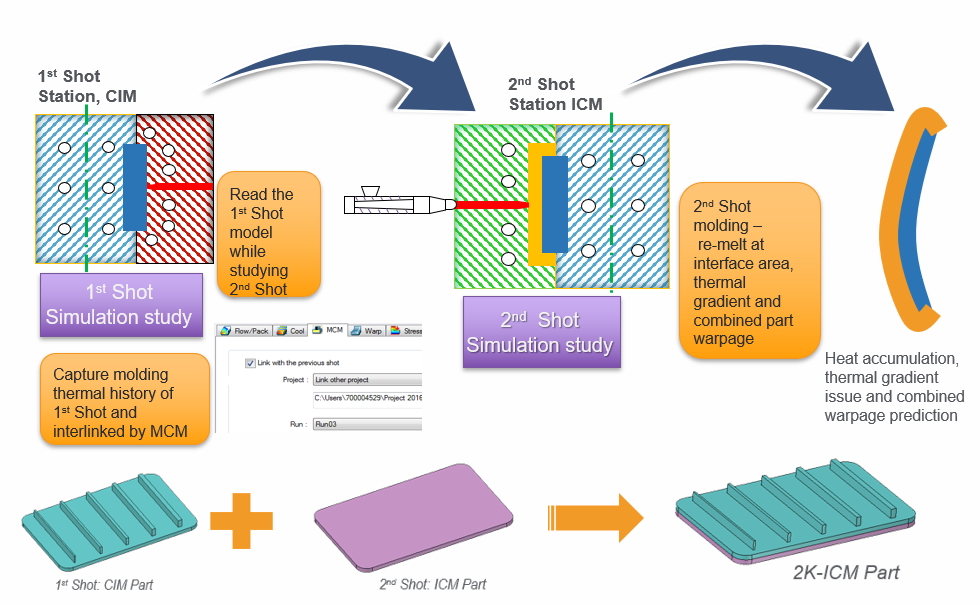
Рис. 2 The analysis process
Согласно результатам моделирования первого впрыска в Moldex3D, утяжины становятся все более отчетливыми по мере увеличения толщины ребер жесткости (Рис. 3). Команда SABIC так же выяснила, что чем толще ребра, тем больше накопление температур. В дальнейшем это вызовет более неравномерное распределение температур в изделии, а значит неравномерную усадку (Рис. 4).
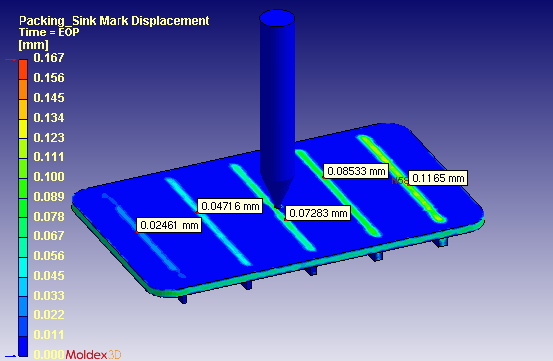
Рис. 3 Расположение линий спая по результатам моделирования первого впрыска
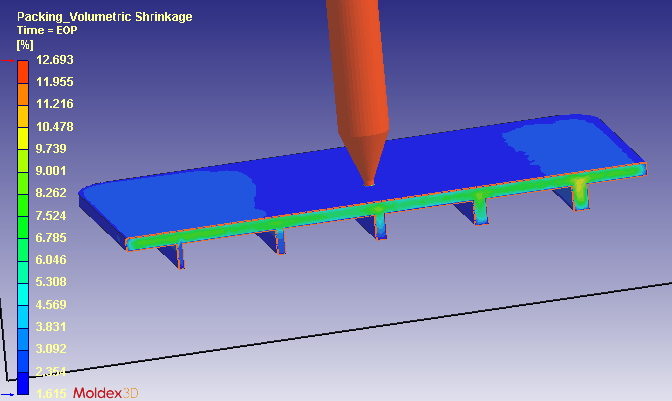
Рис. 4 Показатель объемной усадки
В качестве следующего шага команда SABIC промоделировала поведение температур во втором впрыске. Как видно на рисунке 5, моделирование второго впрыска проводилось с учетом истории поведения температур. Результаты моделирования второго впрыска дают полное представление об изменении температур на границе между двумя впрысками (Рис. 6) Температура расплава первого впрыска в зоне контакта достигает 170 ºC, что говорит о повторном плавлении материала под воздействием расплава второго впрыска, такие нюансы достаточно сложно выявить на практике.
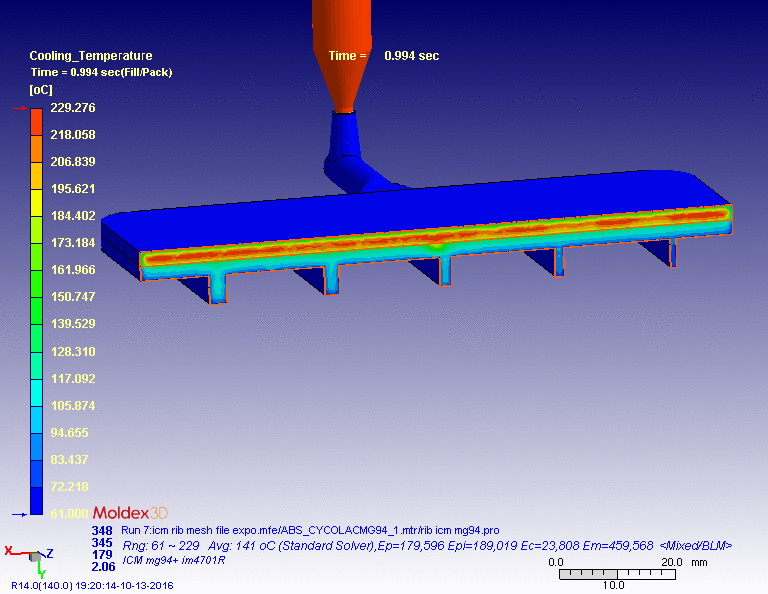
Рис. 5 Результаты температуры для второго впрыска в Moldex3D
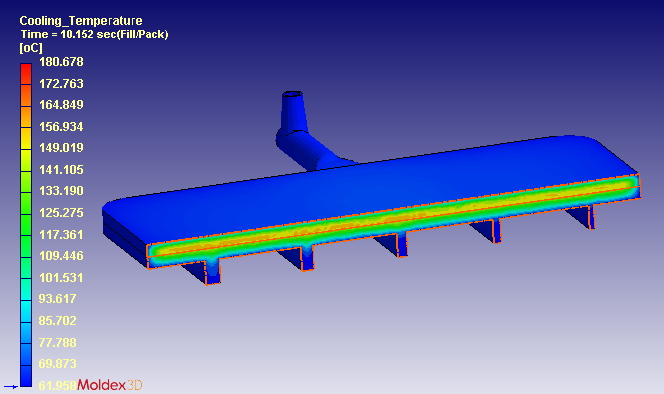
Рис. 6 Прослеживается изменение температур на границе слоев первого и второго впрыска
Особенности теплопередачи во втором впрыске в связке с наличием ребер жесткости в конструкции создают накопление температур в центральное секции изделия, сформированного при первом впрыске (Точка 4 в Рис. 7) а так же на границе между двумя впрысками (Точка 3, где наблюдается повторное расплавление материала).
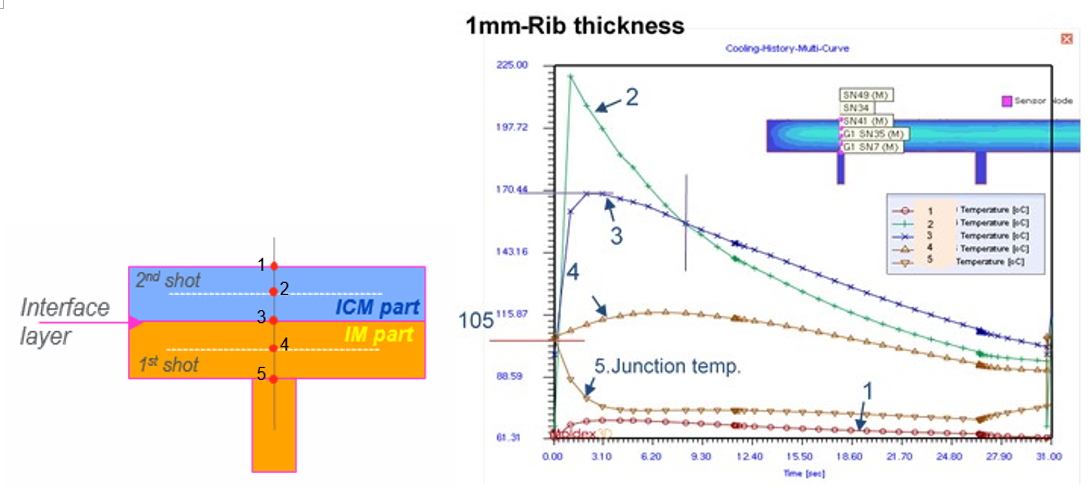
Рис. 7 История поведения температур в изделии изготовленном методом двух впрысков.
Результаты
Moldex3D дает возможность безшовно соединять историю поведения температур для первого и второго впрысков, что в связке с модулем MCM (моделирование многокомпонентного литья) дает наиболее полную картину того как проходит процесс инжекционно-компрессионного формования с двумя впрысками. В том числе, становится доступна детальная инфомрация о поведении расплавов двух впрысков в месте из соединения, становится возможным прогнозировать повторное плавление материала первого впрыска, а так же локализовать особенности геометрии, которые могут влиять на качество поверзности и коробление.