Moldex3D AEP 解决方案
Moldex3D AEP 解决方案提供从产品设计者、模具开发者到专业的 CAE 使用者,一个全方位洞悉产品设计的工具,涵盖薄壳件到各式更精密复杂的设计。
Moldex3D AEP 解决方案的标准分析模块中几项特色包含:3D Coolant CFD可满足所有客户在RHCM、Conformal cooling的需求,也可以满足各类热塑与热固成型的客户。在前处理的部分,也将的BLM(Boundary Layer Mesh)精进,其独特的非匹配网格技术(Non-Matching mesh topology technology)可容许各零件的相连边界网格不需点对点,求解器可自动计算接触面的结果连续性。人性化的工作流程与浅显易懂的使用接口将塑件和模具生成过程化繁为简,全自动网格生成让使用者能够轻易上手。
此外,Moldex3D AEP 解决方案结合创新 2.5D 和 3D 模流分析成型技术,可以取得更精准更有效的结果。 用户可以很快了解产品特性,获得更深入的产品见解,并在实体成型前达成有效产品优化。Moldex3D AEP 解决方案是企业成功把关产品质量、提升成本效益和创造竞争优势的优质利器。
 |
 |
 |
| Designer BLM | Designer BLM with Non-Matching mesh Technology |
- 具备与整合2.5D 和 3D 模流分析成型技术,呈现更精准有效的分析结果
- eDesign实体网格自动生成技术
- BLM(Boundary Layer Mesh)具备非匹配网格技术(Non-Matching mesh topology technology)
- 3D 网格生成技术支持高分辨率边界层网格(BLM)、混合实体网格(hybrid mesh)和多面体网格
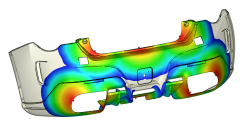
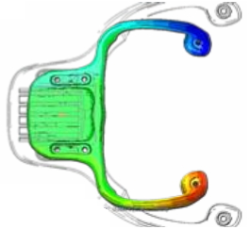
- 提供精辟的数字和动画分析结果,大幅提升沟通效率
为各式模型打造完整的水路和冷却系统


对于一般具有大面积与薄壳特征的射出成型塑件, Moldex3D AEP 解决方案提供一系列精准且高效的网格工具,可以成功快速地打造2.5D模型。独创的自动化真实3D网格核心技术,让使用者能轻松快速建立真实3D网格模型。自动智能加工精灵则可指引用户完成进浇系统、冷却系统和模座建置,并附有自动除错功能。
此外,用户可以详细地观察实体网格于分析后各区块的结果,包括精细的设计特点和进浇口附近流动行为。Moldex3D Designer 前处理核心工具大幅增进使用者的分析效率与便利性,更有效、更有弹性地进行产品验证与设计优化。
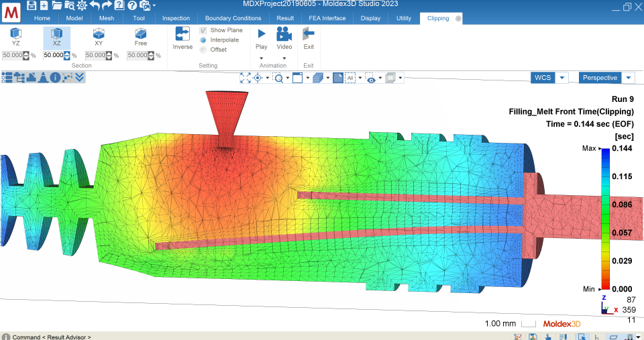
同时展现 2.5D 和 3D 准确分析
Moldex3D Professional 解决方案可以在几分钟内完成 2.5D 模型仿真,强大的 3D 模拟技术可以从容且极具效率地处理复杂的射出塑件,设计者可从详尽的分析结果中获得精辟的知识且能及早发现潜在问题。材料数据库(Material Database)和制程精灵(Process wizard)协助使用者在设计初期即轻松完成设计变更,优化设计。
准确分析且支持多元扩充组件 引领了解更多创新制程
Moldex3D AEP 解决方案采用真实的三维模拟分析技术处理复杂的成型制程,强大的网格计算法具备快速计算传统薄壳件和各式复杂3D几何模型的高效平行运算能力。此外,高弹性的网格建构能力能充分展现扩充组件的功效,引领用户深入探索更多创新制程。独特的高效平行运算让真实3D模流分析更快速、更具效率。
 |
 |
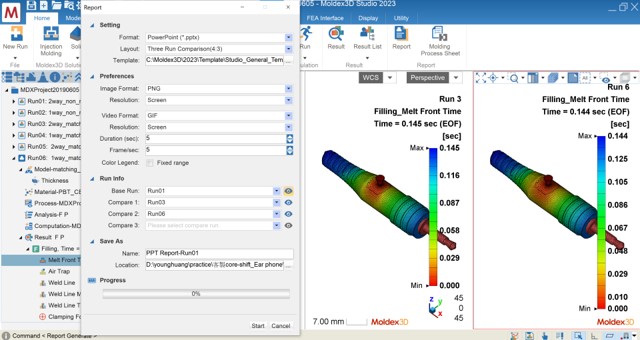
自动生成报告 多元呈现分析
Moldex3D 后处理工具让使用者立即以实时轮廓、图表和动画展现制程和产品特质,从自动化的分析报表生成程序,可以迅速产生完整的分析结果,让跨部门的沟通能更为紧密,Moldex3D 让设计和分析一次到位,协助客户做出更聪明的产品改善决策。
支援网格
eDesign、Boundary Layer Mesh (BLM)、Tetra、Solid (Hexa、Prism、Pyramid、Hybrid)、Shell (2.5D)