
連續纖維複合材料提供產品優越的強度性能,其利用不同編織布的疊層設計達到產品強度的可設計性,並保有質量輕的特性。近年來,隨著產品減重的需求日異增高,業界開始結合不同成型方式於連續纖維複合材料上,將預熱壓成型的纖維預浸布(Prepreg)作為嵌入件,並在預浸布上進行二次射出加工,此方式可將功能性結構附加到產品上,更進一步提高產品結構強化,並達到減重需求(圖一)。
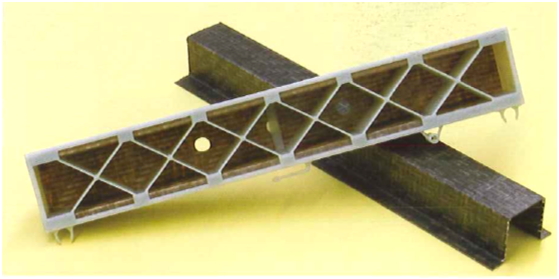
圖一 熱壓及射出複合成型產品
這樣的複合成型製程稱為兩階段包覆成型(two steps over molding),通常包含兩部分(圖二):纖維預浸布鋪覆程序(Draping process)及二次加工成型。纖維預浸布的成型方式是將乾式纖維布預先浸潤在室溫的樹脂中,再進行低溫冷凍。接著利用機器手臂移動片狀的固態預浸布放置在模具中,進行鋪覆程序。
鋪覆程序是主要目的是賦予疊層纖維布產品外型,疊層好的纖維預浸布會照射紅外線加熱軟化,進行壓縮成型後待成品固化,接著再進行塑料射出灌注。成型後的產品包含連續性纖維預浸材及後射出的功能件部位,而如何有效預測結合兩者成型的產品特性行為是一項重要課題。
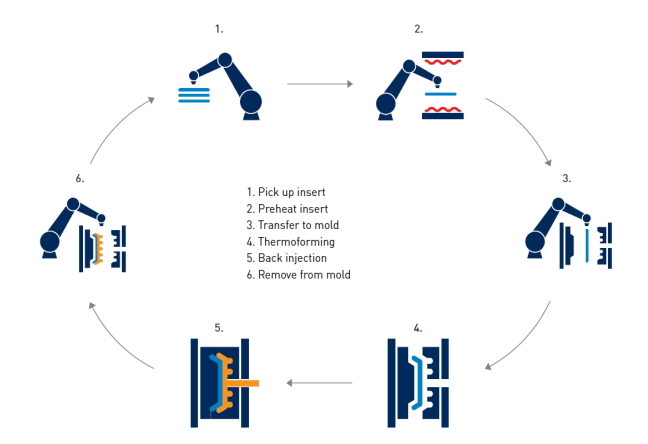
圖二 兩階段包覆成型
Source : Kauss Maffei, FiberForm lightweight parts The perfect combination of thermoforming and injection moldingmbination of thermoforming and injection molding
Moldex3D在R14版本整合了LS-DYNA分析連續性纖維鋪覆程序變形的能力:將鋪覆變形後的纖維布排向考慮到Moldex3D中,模擬預測包覆成型產品在進行二次加工時複合材料產品翹曲變形的情形。其中LS-DYNA主要進行連續性纖維壓縮成型的變形行為分析;Moldex3D則接續LS-DYNA計算完成的預浸料固體變形,讀入幾何外型和連續性纖維排向分布結果,作為嵌件的幾何和材料特性參數。在流動計算分析時考慮嵌件屬性的預浸布外型為邊界條件,而在翹曲計算時考慮嵌件為連續性複合材料,進行多材質的翹曲變形預測分析(圖三)。
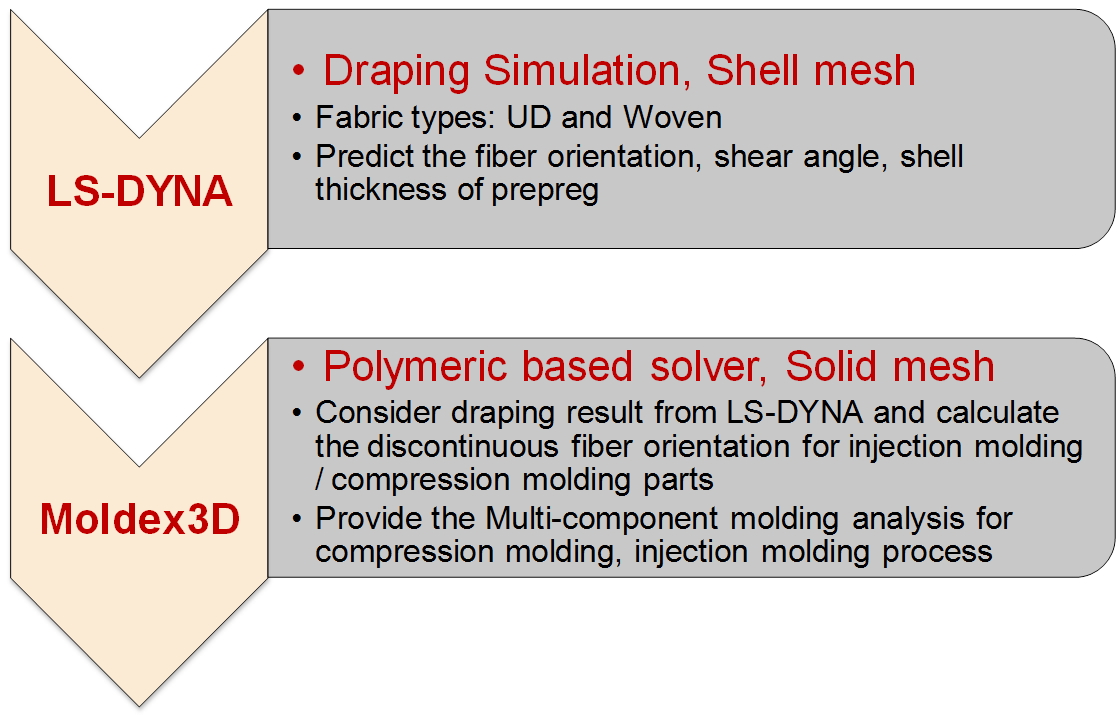
圖三 Moldex3D整合LS-DYNA進行兩階段包覆成型分析
圖四為Moldex3D研究案例。在連續纖維預浸材上方進行塑膠結構件的二次加工,Moldex3D分析射出、保壓程序並進行翹曲計算,並考慮非連續纖維的排向結果。
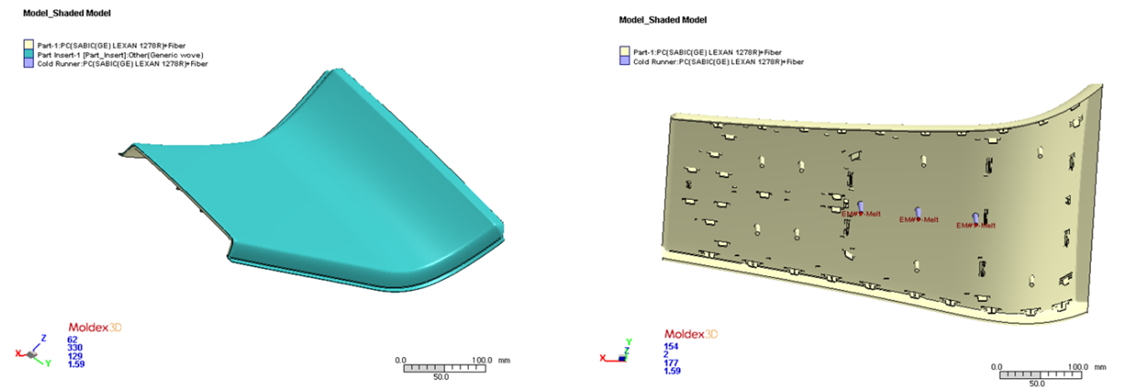
圖四 兩階段包覆成型分析不同部分幾何示意
Moldex3D的多材質分析功能,將單軸纖維預浸材料排向進行三個方向的測試分析,產生強度在產品方向上的差異。結果得到Z軸位移在纖維排向45度時變形最大;纖維排向0度、90度時Z軸位移的變形較小,其中又以90度排向的最理想(圖五)。
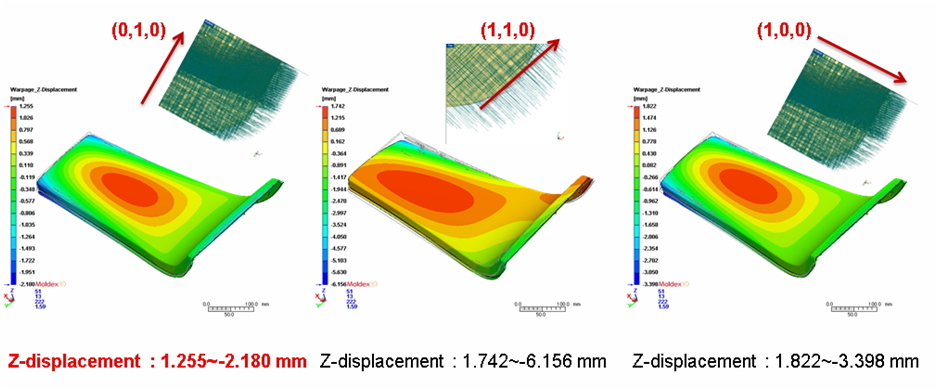
圖五 不同連續纖維預浸材鋪設方向對產品翹曲量值預測
Moldex3D的射出流動分析會考慮非連續纖維的排向影響,並分離出塑料及纖維排向的影響。在此例中,塑料造成的收縮影響較大,造成產品產生Y方向較大的收縮;90度排向的連續纖維預浸材的方向則可以彌補此收縮量的影響,因此達到產品變形最小收縮量值的需求。
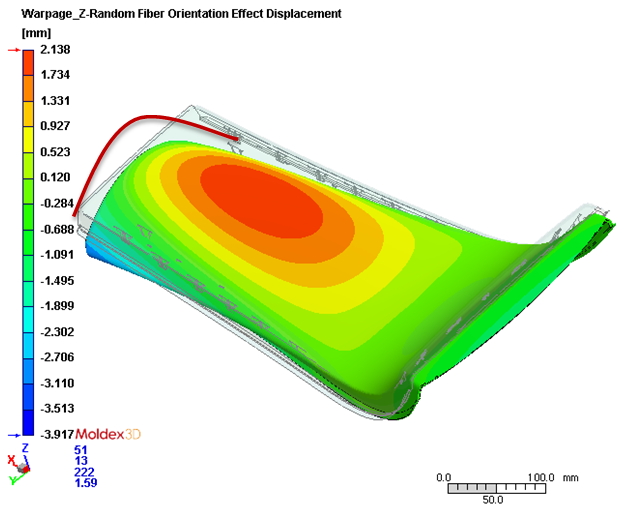
圖六 Moldex3D預測射出塑膠結構件的產品變形
由本案例可了解兩階段包覆成型中,連續纖維預浸材的排向與射出成型的非等向性短纖維,都會影響產品的翹曲量值,並發現不同纖維排向主導了大部分的產品翹曲量值和趨勢。由此可見,Moldex3D模流分析後對兩階段包覆成型製程的流程規畫、翹曲預測可提供顯著助益,進而達到縮短上市時程、降低成本的功效。